










с 01.01.2024 по 01.01.2025
Астрахань, Астраханская область, Россия
Повышение уровня научного и технологического прогресса, ускорение темпов урбанизации и темпа жизни во многом обусловливают растущий интерес и популярность выбора современным человеком по-требления частично обработанных пищевых продуктов, полуфабрикатов. Также к факторам потребительского интереса следует отнести сокращение времени процесса приготовления пищи, стабильность вкусовых характеристик, соответствие рецептуре, сохранность питательных веществ и пр. В свою очередь, производители полуфабрикатов реагируют на растущий спрос, ищут пути повышения конкурентоспособности выпускаемой продукции. Так, в производстве продукции из рыбных фаршей особое внимание уделяется связи между разнородными поверхностями, или адгезии, как целевому свойству получаемого конечного продукта, влияющему на его плотность, однородность, сочность, высокий уровень вкусовых качеств. Соответственно, эффективность технологического процесса скоростного измельчения и перемешивания разных компонентов (мышечной ткани и жира рыбного сырья, приправ, соли и пр.) в одной емкости (куттере) зависит от материала, из которого изготовлен куттер, поскольку процесс куттерования является активатором адгезии. Представлены эмпирические результаты исследования зависимости адгезионных свойств измельченного рыбного сырья из рыб частиковых пород от напряжения предварительного контакта, вида контактирующих материалов и технологических параметров исследуемого продукта. Определено влияние адгезионного давления от влагосодержания фарша, полученного из различных рыб частиковых пород, при его взаимодействии с различными материалами, которые используются при изготовлении технологического оборудования в рыбообрабатывающей промышленности. Исследования проведены для различных типов рабочих органов смесителей. При перемешивании в механических смесителях рыбный фарш подвергается сдвиговым и нормальным воздействиям вращающихся рабочих органов, что способствует формированию в нем сложного трехмерного течения. Для установления зависимости между величиной адгезионного давления, продолжительностью перемешивания, угловой скоростью вращения рабочего органа горизонтального смесителя и основными структурно-механическими свойствами рыбных фаршей были проведены представленные в публикации экспериментальные исследования.
полуфабрикат, процесс перемешивания, адгезия, куттер, рабочие органы смесителей, температурный режим
Введение
В современных условиях активного развития агропромышленного комплекса России особое внимание уделяется повышению эффективности предприятий, перерабатывающих сельскохозяйственную продукцию и производящих из нее продукты питания. Стратегия развития рыбохозяйственного комплекса РФ до 2030 г. разработана в целях обеспечения развития отрасли в целом, в первую очередь, за счет «...ухода от сырьевой направленности экспорта путем стимулирования производства продукции с высокой долей добавленной стоимости» [1, с. 19]. И именно предприятия, занятые в переработке рыбного сырья и морепродуктов, могут рассчитывать на существенную поддержку со стороны государства, в том числе в части обновления основных фондов, модернизации производства и пр. По оценкам Росстата, в 2024 г. в России насчитывалось около 1 500 предприятий, занятых в переработке (около 800 средних и крупных), из них около 100 – это те, которые производят замороженные полуфабрикаты (рыбные котлеты, тефтели и пр.). Как правило, это холдинги, имеющие перерабатывающие мощности с широкой продуктовой линейкой. Кроме того, отмечается тенденция к расширению ассортимента путем добавления производства рыбных полуфабрикатов (котлет, пельменей, тефтелей) в продуктовую линейку на мясоперерабатывающих предприятиях. Все это свидетельствует о росте рынка рыбных полуфабрикатов, усилении конкуренции среди производителей и, следовательно, обусловливает актуальность вопросов обеспечения высокого уровня качества выпускаемой продукции, а значит, выдвигает во главу угла факторы обеспечения изначально заданных качественно-вкусовых свойств будущего продукта, среди которых – свежесть исходного сырья и, соответственно, близость перерабатывающих производств к местам добычи, обеспечение необходимого температурного режима, времени куттерования, адгезия. Представленные в статье результаты научно-экспериментальных исследований могут быть использованы для совершенствования процессов перемешивания и измельчения рыбных фаршей, в зависимости от их поверхностных свойств, на границе контакта с твердой поверхностью рабочих органов технологического оборудования, что дает возможность формирования научно обоснованных режимов работы оборудования с использованием реологических методов, обеспечивающих заданные качественные характеристики будущего продукта [2].
Цель и методы исследования
Целью работы является определение специфических факторов формирования заданных качественных характеристик адгезии, определяющих конечные вкусовые качества выпускаемого продукта в процессе производства рыбных полуфабрикатов из частиковых пород рыб. Для написания статьи были использованы результаты научных исследований, проведенных в научно-исследовательских центрах, созданных на кафедрах «Детали машин», «Процессы и аппараты пищевых производств», «Технологии рыбных продуктов» Астраханского государственного технического университета. Процессы перемешивания и измельчения рыбы являются важным этапом в производстве кулинарных изделий из нее, поскольку именно за счет перемешивания в течение установленного времени и поддержания определенной температуры достигается равномерность распределения всех компонентов рецептуры будущего готового продукта, что является одним из главных условий поддержания высокого уровня его качественно-вкусовых характеристик. Именно во время операции перемешивания, за счет воздействия на неоднородную систему, в состав которой входят элементы и животного, и растительного происхождения, обеспечивается равномерность их распределения в объеме, придающая смешиваемым элементам свойства, влияющие на качественно-вкусовые особенности готового изделия (однородность, плотность, упругость и др.) [2]. Большое влияние на эти процессы оказывают поверхностные свойства перерабатываемого сырья, в том числе адгезия, которая зависит от объемных свойств самих масс. Адгезия упругопластических пищевых масс реализуется на границе раздела двух твердых тел, т. е. это способность одного материала прочно удерживаться на поверхности другого, «прилипать» друг к другу на молекулярном уровне.
В нашем случае адгезия, или липкость, характеризует поверхностные свойства пищевых ингредиентов будущего продукта на границе их контакта с твердой поверхностью рабочих органов технологического оборудования (перемешивающих устройств). Поверхностные свойства пищевых материалов характеризуют поведение поверхности продукта на границе раздела с другим твердым материалом или при воздействии нормальных (адгезия, липкость) и касательных (внешнее трение с деталями аппарата перемешивания) напряжений. Учет характеристик поверхностей является одним из факторов выбора и разработки новых видов контактирующих материалов: оборудование, тара, трубопроводы и т. д., поверхности которых должны обладать малой адгезией и минимальным сопротивлением при движении продукта из измельченной рыбы. Кроме того, величины поверхностных свойств частично могут характеризовать консистенцию конечного продукта (сохранение компактности, упругости, отсутствие растеканий), что определяет интерес к вопросам оценки влияния гидробионтов на их взаимодействие с различными материалами оборудования, используемого в технологическом процессе, а также измерения адгезионных свойств пищевых продуктов, имеющих широкий диапазон структурно-механических свойств на различных этапах кулинарной обработки. Необходимо отметить, что существует большое количество приборов для исследования адгезионных свойств контактирующих материалов, в основу работы которых положен принцип разрушения адгезионного шва путем нормального разрыва двух плоскопараллельных дисков, между которыми располагается исследуемый образец (механические, электронные и адгезиометры, решетки). Для получения показателей величин адгезионного давления и параллельной фотофиксации изменения показателей на фотобумаге шлейфового осциллографа был разработан и изготовлен адгезиометр (рис. 1), действующий по принципу отрыва верхней балки [3].
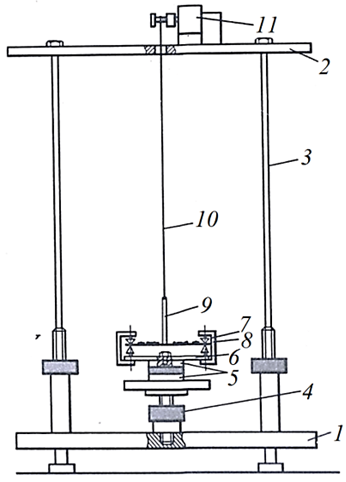
Рис. 1. Адгезиометр:
1 – основание; 2 – верхняя площадка; 3 – стойка; 4 – подставка с микрометрическим винтом;
5 – пластина с продуктом; 6 – балка; 7 – скобы; 8 – тензометрическая балка; 9 – направляющая;
10 – нить; 11 – шкив приводного двигателя
Fig. 1. Adhesive meter: 1 – base; 2 – upper platform;3 – stand; 4 – stand with micrometer screw;
5 – plate with product; 6 – beam; 7 – staples;8 – strain gauge beam; 9 – guide;
10 – thread; 11 – drive motor pulley
Прибор состоит из основания 1, соединенного стойками 3 с верхней площадкой 2. На основании закреплена подставка с микрометрическим винтом 4, на которой устанавливаются пластины 5 с исследуемым продуктом. Нижняя пластина уложена на подставку, а верхняя винтом закрепляется к балке 6, на которую устанавливают грузы для создания напряжения предварительного контакта. Балка привинчена к скобам 7, имеющим по два конуса. Между конусами шарнирно защемлена тензометрическая балка 8, изготовленная из инструментальной стали и обладающая упругими свойствами. На нее наклеены 4 тензорезистора сопротивлением 200 Ом, базой 0,015 м, соединенные по мостовой схеме. Причем 2 рабочих тензорезистора расположены по длине и воспринимают напряжения, возникающие в результате изгиба балки. Два компенсационных тензорезистора находятся в плоскости, перпендикулярной длине балки (тензобалки), на которой они расположены, и служат для температурной компенсации и настройки схемы моста. К центру тензобалки крепится направляющая 9, которая связана с нитью 10. Нить проходит через отверстие в площадке и навита на шкив приводного двигателя 11. Показания тензорезисторов, расположенных на балке, поступают на усилитель «Топаз-4», а затем на шлейфовый осциллограф К-12-22, где происходит запись на фотоленте. При постоянной площади контакта проводилась запись усилия отрыва диска, которая постепенно увеличивается до максимального значения в момент разрыва материала по поверхности контакта. Величина адгезионного давления определяется по уравнению
![]()
где Р – максимальное усилие отрыва, Н; F – геометрическая площадь пластины, м2.
Для исследования адгезионных свойств рыбного фарша (в нашем случае из пород частиковых рыб, сазан) при его взаимодействии с различными материалами, которые используются в технологическом оборудовании, были изготовлены диски из нержавеющей стали 1Х18Н9Т, латуни ЛАЖ60-1-1, текстолита ПТ и оргстекла. Скорость отрыва дисков составляла 0,00157 м/с, время предварительного контакта 120 с, давление предварительного контакта изменяли в диапазоне 1–3,5 кП. Скорость протяжки ленты осциллографа 0,016 м/с. Толщина слоя фарша, нанесенного на диск, составляла 0,003 м.
Исследуемые образцы рыбного фарша термостатировали до температуры 292 °К для обеспечения точности условий проведения биологических реакций и исключения влияния разницы температур на результаты эксперимента, а затем помещали между пластинами. После выдержки необходимого времени контакта включался электродвигатель, который через нить, навитую на барабан, производил отрыв верхней пластины.
Результаты исследования и их обсуждение
По результатам обработки экспериментальных данных была получена зависимость адгезионного давления от влагосодержания фарша из сазана (рис. 2).
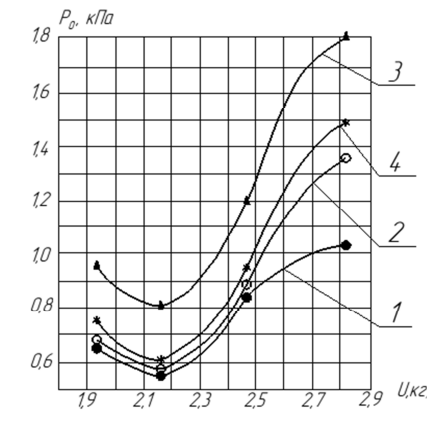
Рис. 2. Зависимость адгезионного давления P0 от влагосодержания U из фарша сазана для пластин:
1 – нержавеющая сталь; 2 – латунь; 3 – текстолит; 4 – оргстекло
Fig. 2. Dependence of adhesive pressure P0 on moisture content U from minced carp for plates:
1 – stainless steel; 2 – brass; 3 – textolite; 4 – plexiglass
С ростом влагосодержания адгезионное давление на первом этапе снижается (см. рис. 2), а затем плавно возрастает, что объясняется быстрым нарастанием объема мелких частиц фарша в начале процесса измельчения. При одних и тех же значениях влагосодержания, жирности фарша и заданных температуры, давлении и времени предварительного контакта рыбного сырья с рабочими поверхностями оборудования самые низкие численные величины адгезионного давления были отмечены для пластин, изготовленных из нержавеющей стали. У пластин из латуни и оргстекла эти значения несколько выше, что объясняется пористостью и более грубой чистотой обработки поверхности пластин из этих материалов. Причем физико-механическое воздействие происходит не только по поверхности раздела, но и в результате наличия пористости, проникает в глубину материала пластины. Так, во время эксперимента было отмечено выделение частиц жира на поверхности пластин и в исследуемых образцах рыбного фарша.
Необходимо отметить, что для расчета величины адгезионного давления для мясных фаршей А. В. Горбатовым была предложена следующая зависимость [4]:
![]() (1)
(1)
где h – толщина слоя фарша, м; α – коэффициент поверхностного натяжения, Н/м; C – темп убывания площади контакта, м2/с; ωс – скорость приложения силы, Н/с.
Проведенные исследования показали, что данное уравнение можно использовать и для рыбных фаршей при различных величинах влагосодержания и скорости приложения силы. Эксперименты проводились при постоянной величине h = 3,10–3 м, а влагосодержание изменяли в диапазоне 1,93–4,71 кг/кг. Для нахождения неизвестных по уравнению (1) были построены зависимости 1 / Р0 = f(1 / ωс). Графики этих зависимостей носят линейный характер. Отрезок, отсекаемый на оси 1 / Р0 показывает величину h / 2α. По известной толщине слоя фарша определяют коэффициент поверхностного натяжения. Результаты некоторых проведенных испытаний для различных пород частиковых рыб Волго-Каспийского бассейна (сома и щуки) представлены в таблице.
Результаты экспериментальных исследований изменения адгезионных характеристик рыбных фаршей
из частиковых пород рыб в зависимости от материала пластины
The results of experimental studies of changes in the adhesive characteristics of minced fish
from particle fish species depending on the plate material
|
Материал пластин |
Скорость |
Давление |
Адгезионное давление Р0, Па |
(h / 2α) · 104, Па–1 |
Коэффициент поверхностного натяжения |
|
Кинематические и динамические характеристики адгезии для фарша из сома |
|||||
|
Нержавеющая сталь |
1,96 |
1 340 |
1 372 |
3,2 |
4,6 |
|
1,85 |
1 224 |
||||
|
1,76 |
1 197 |
||||
|
1,65 |
1 170 |
||||
|
Латунь |
2,14 |
1 270 |
1 605 |
3,3 |
4,5 |
|
1,96 |
1 386 |
||||
|
1,76 |
985 |
||||
|
1,50 |
623 |
||||
|
Текстолит |
2,12 |
1 100 |
1 633 |
3,6 |
4,2 |
|
1,97 |
1 351 |
||||
|
1,79 |
1 174 |
||||
|
1,60 |
909 |
||||
|
Оргстекло |
1,92 |
1 090 |
1 596 |
3,8 |
4,0 |
|
1,85 |
1 341 |
||||
|
1,76 |
1 053 |
||||
|
1,67 |
577 |
||||
|
Кинематические и динамические характеристики адгезии для фарша из щуки |
|||||
|
Нержавеющая сталь |
2,03 |
1 340 |
1 841 |
3,3 |
4,5 |
|
1,90 |
1 765 |
||||
|
1,67 |
1 458 |
||||
|
1,51 |
1 036 |
||||
|
Латунь |
2,16 |
1 270 |
2 206 |
3,7 |
4,1 |
|
1,88 |
2 052 |
||||
|
1,80 |
1 841 |
||||
|
1,70 |
1 438 |
||||
|
Текстолит |
2,18 |
1 100 |
2 218 |
3,9 |
3,9 |
|
2,05 |
2 060 |
||||
|
1,80 |
1 862 |
||||
|
1,41 |
1 484 |
||||
|
Оргстекло |
2,15 |
1 090 |
2 184 |
4,2 |
3,6 |
|
1,86 |
1 897 |
||||
|
1,68 |
1 813 |
||||
|
1,52 |
1 650 |
||||
Результаты получены при следующих параметрах: скорость отрыва пластин ωо = 1,57 · 10–3 м/с, время предварительного контакта 120 с. Для нахождения численных величин параметра С предложено выражение по определению темпа убывания площади контакта для рыбного фарша:
 (2)
(2)
где α – коэффициент поверхностного натяжения, зависящий от породы рыбы; τ – время предварительного контакта пластины с фаршем. Для фарша из щуки и сазана α = 0,26, леща α = 0,22, сома α = 0,28. Полученные результаты экспериментальных исследований показали близкие величины адгезионного давления со значениями, рассчитанными по уравнениям (1) и (2) (см. табл.). Результаты экспериментов, представленные в таблице, показывают, что реологические свойства пищевых масс как дисперсных систем обусловлены особенностями взаимодействия между частицами этих систем, оказывают влияние на адгезию рыбных фаршей, изменение которой, как уже было отмечено выше, также зависит от характеристик материалов технологического оборудования. Рассмотрим изменение адгезионного давления при перемешивании фаршей из частиковых пород рыб с добавкой растительных компонентов для производства рыбных тефтелей (доля рыбного фарша в смеси – 73 %) при осуществлении перемешивания в горизонтальном смесителе с лопастными рабочими органами при угловой скорости их вращения 3,14 с–1. Отбор проб проводился через каждые 120 с. В результате взаимодействия рыбного фарша на стенках и рабочих органах смесителя образуется пленка определенной толщины, которая состоит из частиц фарша, жира и воды, по своей консистенции напоминающая тестообразную смесь повышенной вязкости и плотности, что обусловлено быстрым загустеванием смеси. При этом на начальном этапе перемешивания происходит разрушение связей отдельных компонентов смеси, которые, в свою очередь, распределяются по всему объему смесителя. В течение этого периода, пока смесь недостаточно однородна, присутствует элемент случайных значений величины адгезионного давления. Но по мере формирования однородной массы перемешиваемого фарша численные значения адгезионного давления возрастают. Это нарастание длится до момента достижения заданной степени однородности смеси, которая определялась гистологическими методами.
Результаты исследования изменения адгезионного давления от времени перемешивания представлены на рис. 3.
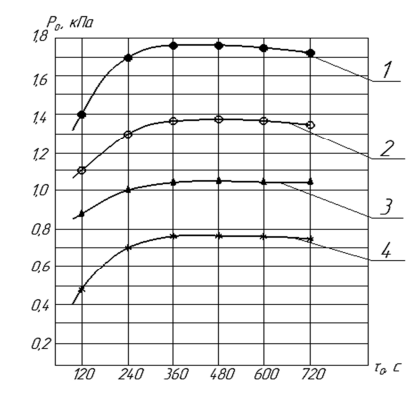
Рис. 3. Зависимость адгезионного давления Р0
от времени перемешивания τ0 при времени и давлении предварительного контакта 120 с и 1,3 кПа фарша из щуки (1); сома (2); сазана (3); леща (4)
Fig. 3. Dependence of the adhesive pressure Р0 on the
mixing time τ0 at a pre-contact time and pressure of 120 s and 1.3 kPa for minced pike (1); catfish (2); carp (3); bream (4)
На начальной стадии процесса перемешивания адгезионное давление возрастает до своего максимального значения (см. рис. 3), затем незначительно уменьшается и своего максимального значения достигает через 340–360 с с момента начала процесса. Данные величины совпадают с оптимальными значениями структурно-механических характеристик, а также реологических констант, таких как предельное напряжение сдвига, с помощью которых можно определить наступление оптимального времени проведения технологических процессов перемешивания и измельчения вязко-пластичных пищевых масс для обеспечения заданных качественно-вкусовых характеристик будущего продукта. Очевидно, что обеспечение заданных условий (прилагаемое усилие, хорошая адгезия, длительность предварительного контакта смешиваемого сырья с пластинами из различных материалов; заданное время продолжительности куттерования сырья под конечный, конкретный рецепт с учетом вкусовых характеристик сырья из разных пород рыб; время выдержки фарша после приготовления) – залог высоких параметров качества будущего продукта. При излишнем куттеровании консистенция фарша может стать расслаивающейся, рыхлой, а при недостаточном белкам не хватает времени для полного выхода из клеточной структуры, т. е. для связывания воды и образования пространственного каркаса, и, таким образом, полученный в результате смешивания фарш также будет рыхлым, неоднородным и, соответственно, приготовленный впоследствии из подобного фарша продукт также не будет соответствовать ожидаемым качественно-вкусовым характеристикам.
Отметим, что В. Г. Проселков в процессе исследования влияния на адгезию времени куттерования установил, что адгезионное давление рыбных фаршей зависит от давления и времени предварительного контакта с материалом поверхности технологического оборудования [5]. Эта зависимость может быть описана уравнением
Р0 = КРк + Р01,
где Р01 – величина адгезионного давления при Рк = 0 Па; К – постоянная величина, зависящая от породы рыбы (константа).
В свою очередь, зависимость адгезионного давления рыбного фарша от времени куттерования τк, мин, (рис. 4) можно рассчитать по эмпирическому уравнению
Р0 = (аτк2 + bτк + Р0н) · 104,
где а, b – постоянные, зависящие от вида породы рыбы и интенсивности технологического процесса; Р0н – величина начального адгезионного давления, Па.
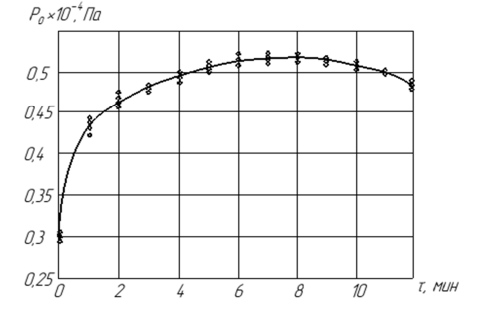
Рис. 4. Зависимость адгезионного давления фарша от продолжительности куттерования
Fig. 4. Dependence of the adhesive pressure of minced meat on the duration of cutting
Очевидно, что первоначальным условием обеспечения высокого качества произведенных продуктов из рыбного сырья является свежесть рыбы, учет особенностей породы рыбы, качества добавок к рецепту, обеспечения температурного режима в процессе измельчения рыбных полуфабрикатов. Однако одним из основных условий обеспечения качества рыбной продукции из измельченного рыбного сырья в промышленных масштабах является обязательный учет его адгезионных характеристик.
Полученные результаты обсуждались на научно-практической конференции «Научная инициатива: проблемы и перспективы внедрения инновационных решений» на базе кафедры технологии материалов и промышленной инженерии в Астраханском государственном университете, некоторые из них были положены в основу написания учебных пособий, которые рекомендованы для использования студентами высших учебных заведений, обучающимися по направлениям подготовки 12.03.04 «Биотехнические системы и технологии», 35.03.06 «Агроинженерия», 19.03.04 «Технология продукции и организация общественного питания».
Заключение
Таким образом, в процессе производства полуфабрикатов из рыбных фаршей адгезия между мышечными волокнами, частицами жира и белков, выщелоченных солью, обусловливает сочность, пластичность, плотность и в конечном итоге конкурентоспособность продукта. Одной из характеристик, определяющих длительность проведения процесса перемешивания рыбного сырья, является адгезионное давление, которое, в свою очередь, может быть во многом определено заданным уровнем температурного режима процессов перемешивания, куттерования сырья, выбором материалов оборудования. Показатели адгезионных свойств дают представление о характере протекания технологических процессов при производстве пищевой продукции из разных пород рыб, о необходимости учета форм и видов применяемых насадок для измельчения рыбы, об определении временного порога процесса перемешивания, обеспечивающего оптимальный уровень сохранения вкусовых качеств будущего готового продукта. Описанные в статье результаты экспериментального изучения особенностей влияния адгезии на процессы перемешивания рыбных фаршей в горизонтальных смесителях с различными типами рабочих органов позволяют уточнить методики инженерных расчетов, необходимых для изготовления технологического оборудования в рыбоперерабатывающей промышленности, что способствует производству готовой рыбной продукции с заранее заданными пищевыми и вкусовыми характеристиками.
1. Стратегия развития рыбопромышленного комплекса Российской Федерации на период до 2030 года: Распоряжение Правительства Российской Федерации от 26 ноября 2019 г. № 2798-р. URL: http://static.government.ru/media/files/hgCKyG0XzZeAiRsLTtMgVIJh5vQLsMpg.pdf (дата обращения:02.02.2025).
2. Коган В. В. Определение влияния динамических характеристик смесителей на структурно-механические свойства рыбных кулинарных фаршей // Вестн. Астрахан. гос. техн. ун-та. Сер.: Рыбное хозяйство. 2020. № 1. С. 138–144.
3. Проселков В. Г., Коган В. В. Адгезионные свойства рыбопродуктов // Рыбное хозяйство. 1991. № 4. С. 83–86.
4. Рогов И. А., Горбатов А. В. Физические методы обработки пищевых продуктов. М.: Пищ. пром-сть, 1974. 584 с.
5. Проселков В. Г. Влияние технологических факторов на липкость рыбного фарша // Рыбное хозяйство. 1968. № 4. С. 61–62.
