




Россия
Россия
Буровые насосы являются ключевыми элементами буровой установки, предназначенными для закачки бурового раствора в скважину в процессе бурения. В процессе эксплуатации буровые насосы работают в условиях высоких давлений, температур, вибраций, динамических нагрузок. Эти факторы ускоряют износ оборудования и повышают вероятность отказов. Причины отказов буровых насосов обусловлены износом оборудования (деталей или комплектующих), коррозионным воздействием перекачиваемых жидкостей, ошибками монтажа и нарушением регламента технического обслуживания и др. Актуальной задачей для решения их надежности является разработка эффективных методов поверхностного упрочнения, позволяющих повысить износостойкость деталей из конструкционных сталей. Перспективным подходом является анодная электролитно-плазменная обработка (АЭПО), совмещающая цементацию и закалку в электролите. В статье проведена оценка влияния АЭПО на износостойкость стали 20 и расчет ожидаемого увеличения наработки на отказ втулок буровых насосов. Испытания на абразивную износостойкость проводились на установке с монолитным абразивом. В результате исследования определено, что АЭПО стали 20 в электролите повышает абразивную износостойкость в 2,5 раза по сравнению с исходным состоянием, разброс значений износостойкости после обработки снижается в 4 раза, ее применение позволит увеличить наработку на отказ с 200–250 до 500–625 ч, т. е. в 2,5 раза, а также целесообразность ее использования для повышения ресурса деталей нефтегазового оборудования, работающих в условиях абразивного изнашивания.
буровые насосы, отказы буровых насосов, абразивный износ оборудования, износостойкость
Введение
Анализ литературных источников показал, что возможными причинами отказов буровых насосов являются [1, 2]:
– абразивный износ из-за содержания твердых частиц в промывочной жидкости;
– ударный режим работы клапанных пар и динамические нагрузки;
– коррозионное воздействие перекачиваемых сред;
– усталостные разрушения вследствие старения материалов;
– отклонения геометрических параметров деталей (износ посадочных поверхностей).
Одной из основных причин отказов буровых насосов при эксплуатации нефтегазовых скважин является абразивный износ цилиндровых втулок, контактирующих с промывочной жидкостью, содержащей частицы выбуренной породы. Традиционно применяемые материалы (высокоуглеродистые и легированные стали) не всегда обеспечивают требуемый ресурс, а их замена сопряжена со значительными затратами. По данным эксплуатационной статистики, доля отказов буровых насосов, связанных с износом втулок, достигает 30–40 % от общего числа неисправностей, что делает данную деталь одним из наиболее критичных элементов насосного оборудования. В связи с этим актуальной задачей является разработка эффективных методов поверхностного упрочнения, позволяющих повысить износостойкость деталей из конструкционных сталей, в частности из стали 20. При этом перспективным направлением считается использование недорогих углеродистых сталей с последующей локальной модификацией поверхности, что способствует снижению себестоимости детали при сохранении высоких эксплуатационных свойств. Перспективным подходом является анодная электролитно-плазменная обработка (АЭПО), совмещающая цементацию и закалку в электролите [3]. В отличие от традиционных методов химико-термической обработки АЭПО обеспечивает нагрев детали до температур закалки за несколько секунд и позволяет формировать упрочненный слой без значительного роста зерна и деформации изделия.
Цель статьи – оценка влияния АЭПО на износостойкость стали 20 и расчет ожидаемого увеличения наработки на отказ втулок буровых насосов.
Материалы и методы исследования
Образцы из стали 20 (0,20 % C) после отжига подвергали АЭПО в электролите состава 10 % NH₄Cl + 8 % глицерина (водный раствор) при напряжении 250–280 В, силе тока 3–6 А, температуре 950 °С в течение 3 мин. Охлаждение (закалка) проводилось непосредственно в электролите. Для сравнения испытывали необработанные образцы (исходное состояние).
Испытания на абразивную износостойкость проводили на установке с монолитным абразивом (шлифовальный круг марки 25А25СМ16КБ2, электрокорунд белый, твердость 2100 HV) по схеме, представленной на рис. 1.

Рис. 1. Установка для испытаний трением по монолитному абразиву
Fig. 1. Installation for friction testing on a monolithic abrasive
Режимы испытаний: скорость вращения круга – 40 об/мин; радиальное перемещение образца – 2 мм/об; контактная нагрузка – 0,8 кгс/см2; время испытания – 20 с; путь трения – 7,8 м; диаметр круга – 250 мм. Массовый износ определяли на электронных аналитических весах Vibra AF 225 DRCE с точностью ±0,0001 г как разность масс образца до и после испытания. Износостойкость (И, г–1) рассчитывали, как величину, обратную массовому износу: И = 1/G. Для каждого состояния было проведено по 10 испытаний с последующей статистической обработкой по критерию Стьюдента при уровне значимости 0,05.
Результаты и обсуждение
Износостойкость исходного и обработанного образцов
Результаты 10 испытаний для образца без упрочнения и образца после АЭПО приведены в табл. 1.
Таблица 1
Table 1
Износ образцов с упрочнением и без упрочнения, г
Wear of samples with and without hardening, g
|
Износ образца без упрочнения |
Износ образца с упрочнением |
||
|
1 испытание |
0,0405 |
1 испытание |
0,0253 |
|
2 испытание |
0,0933 |
2 испытание |
0,0171 |
|
3 испытание |
0,0066 |
3 испытание |
0,0175 |
|
4 испытание |
0,0574 |
4 испытание |
0,0212 |
|
5 испытание |
0,0586 |
5 испытание |
0,0187 |
|
6 испытание |
0,0438 |
6 испытание |
0,0253 |
|
7 испытание |
0,0445 |
7 испытание |
0,0146 |
|
8 испытание |
0,0879 |
8 испытание |
0,0174 |
|
9 испытание |
0,0265 |
9 испытание |
0,017 |
|
10 испытание |
0,0417 |
10 испытание |
0,017 |
Для образца без упрочнения массовый износ варьируется от 0,0066 до 0,0933 г, что связано с неоднородностью исходной феррито-перлитной структуры и разной ориентацией структурных составляющих относительно направления трения. Высокий разброс значений (более чем в 14 раз между минимальным и максимальным износом) объясняется тем, что в исходной структуре стали 20 перлитные колонии и ферритные зерна имеют различную твердость и по-разному сопротивляются абразивному воздействию. В процессе трения мягкий феррит интенсивно удаляется, а более твердый перлит выступает в роли локального барьера, что приводит к неравномерному изнашиванию поверхности. Для образца после АЭПО разброс значений значительно меньше (износ от 0,0146 до 0,0253 г), что свидетельствует о формировании однородного упрочненного слоя.
Физико-механические механизмы повышения износостойкости
Повышение сопротивления абразивному изнашиванию после АЭПО обусловлено двумя основными факторами. Во-первых, формирование мартенситной структуры в поверхностном слое (микротвердость – до 927 HV) значительно увеличивает сопротивление микрорезанию и микроцарапанию абразивными частицами [3]. Во-вторых, наличие сжимающих остаточных напряжений в модифицированном слое, характерное для закаленных сталей, препятствует зарождению и распространению микротрещин при циклическом контакте с абразивом. Кроме того, следует отметить, что высокая твердость упрочненного слоя способствует «залечиванию» микроповреждений в процессе трения за счет пластической деформации тонкого поверхностного слоя, что дополнительно замедляет развитие износа.
На основе данных табл. 1 рассчитана износостойкость (И = 1/G) для каждого испытания. Результаты статистической обработки представлены в табл. 2.
Таблица 2
Table 2
Статистические показатели износостойкости стали 20 до и после АЭПО
Statistical indicators of wear resistance of steel 20 before and after AEPT
|
Показатель |
Без упрочнения |
После АЭПО |
|
Средняя износостойкость, г–1 |
23,48 |
58,45 |
|
Стандартное отклонение |
±6,12 |
±3,54 |
|
Коэффициент вариации, % |
26,1 |
6,1 |
По полученным данным была построена гистограмма (рис. 2) с указанием величины ошибки.
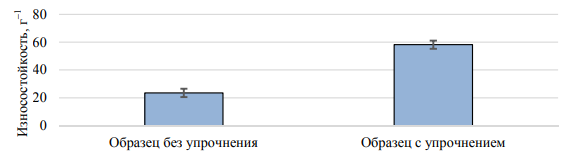
Рис. 2. Сравнительная гистограмма износостойкости стали 20 до и после АЭПО
Fig. 2. Comparative histogram of wear resistance of steel 20 before and after AEPT
Установлено, что анодная электролитно-плазменная обработка повышает износостойкость стали 20 в 2,5 раза (с 23,5 до 58,5 г–1). При этом разброс результатов снижается в 4 раза (коэффициент вариации уменьшился с 26,1 до 6,1 %), что указывает на высокую воспроизводимость метода и формирование равномерного упрочненного слоя.
Оценка увеличения наработки на отказ втулок буровых насосов
На основании полученных данных выполнен оценочный расчет ожидаемого ресурса втулки из стали 20 после АЭПО. Согласно [4], средняя наработка на отказ втулки бурового насоса из серийно выпускаемой стали в исходном состоянии составляет около 200–250 ч. Поскольку износостойкость пропорциональна ресурсу детали в условиях абразивного изнашивания, можно ожидать, что после АЭПО наработка на отказ возрастет также в 2,5 раза и достигнет 500–625 ч (табл. 3).
Таблица 3
Table 3
Оценка увеличения наработки на отказ втулки бурового насоса
Evaluation of increased operating time for failure of the drilling pump sleeve
|
Состояние втулки |
Износостойкость, г–1 |
Ожидаемая наработка на отказ, ч |
|
Исходная (без обработки) |
23,5 |
200–250 |
|
После АЭПО (сталь 20 + цементация + закалка) |
58,5 |
500–625 |
Полученный результат хорошо согласуется с известными данными о том, что формирование мартенситной структуры в поверхностном слое малоуглеродистых сталей позволяет значительно повысить сопротивление абразивному изнашиванию [4, 5]. Дополнительным преимуществом АЭПО является сохранение вязкой феррито-перлитной сердцевины, что особенно важно для втулок буровых насосов, работающих в условиях динамических и ударных нагрузок.
Выводы
1. АЭПО стали 20 в электролите NH₄Cl + глицерин (950 °С, 3 мин) повышает абразивную износостойкость в 2,5 раза по сравнению с исходным состоянием (с 23,5 до 58,5 г–¹).
2. Разброс значений износостойкости после обработки снижается в 4 раза (коэффициент вариации 6,1 против 26,1 %), что подтверждает формирование однородного упрочненного слоя и высокую воспроизводимость метода.
3. Оценочный расчет показывает, что применение АЭПО для втулок буровых насосов из стали 20 позволит увеличить наработку на отказ с 200–250 до 500–625 ч, т. е. в 2,5 раза.
4. Полученные результаты обосновывают целесообразность использования АЭПО для повышения ресурса деталей нефтегазового оборудования, работающих в условиях абразивного изнашивания.
1. Абдюкова Р. Я., Багаутдинов Н. Я. Анализ причин отказов клапанов буровых насосов // Проблемы сбора, подготовки и транспорта нефти и нефтепродуктов. 2012. № 4. С. 6570.
2. Харисов М. И., Забиров Ф. Ш. Обоснование направлений совершенствования клапанных пар поршневого бурового насоса с целью повышения их наработки на отказ и герметичности // Сет. изд. «Нефтегаз. дело». 2019. № 2. С. 112–127.
3. Белкин П. Н. Электрохимико-термическая обработка металлов и сплавов. М.: Мир, 2005. 336 с.
4. Побережный С. В., Стефанович А. А., Кузнечик О. О., Филиппов О. А. Перспективы применения химико-термической и импульсно-плазменной обработки в производстве втулок буровых насосов // Инновационные технологии в машиностроении: материалы международ. науч.-техн. конф., посвящ. 35-летию машиностроит. факультета Полоц. гос. ун-та, Новополоцк, 19–20 окт. 2011 г. Новополоцк: ПГУ, 2011. С. 164–167.
5. Самойлович Ю. А., Казяев М. Д. Повышение абразивной износостойкости цилиндровой втулки бурового насоса высокотемпературной закалкой и обработкой холодом // Сталь. 2018. № 9. С. 57–63.
