




Russian Federation
Russian Federation
Drilling pumps are key elements of a drilling rig, designed to pump drilling mud into the well during the drilling process. During operation, drilling pumps operate under conditions of high pressures, temperatures, vibrations, and dynamic loads. These factors accelerate the wear and tear of the equipment and increase the likelihood of failures. The causes of drilling pump failures include wear and tear of the equipment (parts or components), corrosion caused by the pumped fluids, installation errors, and violations of maintenance procedures, among others. An important task in ensuring their reliability is to develop effective methods of surface hardening that can increase the wear resistance of structural steel parts. An anodic electrolytic plasma treatment (AEPT) that combines carburization and hardening in an electrolyte is a promising approach. This article evaluates the impact of AEPT on the wear resistance of steel 20 and calculates the expected increase in the service life of drilling pump bushings. The abrasive wear resistance tests were conducted using a monolithic abrasive test setup. As a result of the study, it was determined that the AEPT of steel 20 in the electrolyte increases abrasive wear resistance by 2.5 times compared to the initial state, the spread of wear resistance values after treatment decreases by 4 times, its application will increase the mean time between failures from 200–250 to 500–625 hours, i.e., by 2.5 times, and it is also advisable to use it to increase the service life of oil and gas equipment parts that operate under conditions of abrasive wear.
drilling pumps, drilling pump failures, abrasive wear of equipment, wear resistance
Введение
Анализ литературных источников показал, что возможными причинами отказов буровых насосов являются [1, 2]:
– абразивный износ из-за содержания твердых частиц в промывочной жидкости;
– ударный режим работы клапанных пар и динамические нагрузки;
– коррозионное воздействие перекачиваемых сред;
– усталостные разрушения вследствие старения материалов;
– отклонения геометрических параметров деталей (износ посадочных поверхностей).
Одной из основных причин отказов буровых насосов при эксплуатации нефтегазовых скважин является абразивный износ цилиндровых втулок, контактирующих с промывочной жидкостью, содержащей частицы выбуренной породы. Традиционно применяемые материалы (высокоуглеродистые и легированные стали) не всегда обеспечивают требуемый ресурс, а их замена сопряжена со значительными затратами. По данным эксплуатационной статистики, доля отказов буровых насосов, связанных с износом втулок, достигает 30–40 % от общего числа неисправностей, что делает данную деталь одним из наиболее критичных элементов насосного оборудования. В связи с этим актуальной задачей является разработка эффективных методов поверхностного упрочнения, позволяющих повысить износостойкость деталей из конструкционных сталей, в частности из стали 20. При этом перспективным направлением считается использование недорогих углеродистых сталей с последующей локальной модификацией поверхности, что способствует снижению себестоимости детали при сохранении высоких эксплуатационных свойств. Перспективным подходом является анодная электролитно-плазменная обработка (АЭПО), совмещающая цементацию и закалку в электролите [3]. В отличие от традиционных методов химико-термической обработки АЭПО обеспечивает нагрев детали до температур закалки за несколько секунд и позволяет формировать упрочненный слой без значительного роста зерна и деформации изделия.
Цель статьи – оценка влияния АЭПО на износостойкость стали 20 и расчет ожидаемого увеличения наработки на отказ втулок буровых насосов.
Материалы и методы исследования
Образцы из стали 20 (0,20 % C) после отжига подвергали АЭПО в электролите состава 10 % NH₄Cl + 8 % глицерина (водный раствор) при напряжении 250–280 В, силе тока 3–6 А, температуре 950 °С в течение 3 мин. Охлаждение (закалка) проводилось непосредственно в электролите. Для сравнения испытывали необработанные образцы (исходное состояние).
Испытания на абразивную износостойкость проводили на установке с монолитным абразивом (шлифовальный круг марки 25А25СМ16КБ2, электрокорунд белый, твердость 2100 HV) по схеме, представленной на рис. 1.

Рис. 1. Установка для испытаний трением по монолитному абразиву
Fig. 1. Installation for friction testing on a monolithic abrasive
Режимы испытаний: скорость вращения круга – 40 об/мин; радиальное перемещение образца – 2 мм/об; контактная нагрузка – 0,8 кгс/см2; время испытания – 20 с; путь трения – 7,8 м; диаметр круга – 250 мм. Массовый износ определяли на электронных аналитических весах Vibra AF 225 DRCE с точностью ±0,0001 г как разность масс образца до и после испытания. Износостойкость (И, г–1) рассчитывали, как величину, обратную массовому износу: И = 1/G. Для каждого состояния было проведено по 10 испытаний с последующей статистической обработкой по критерию Стьюдента при уровне значимости 0,05.
Результаты и обсуждение
Износостойкость исходного и обработанного образцов
Результаты 10 испытаний для образца без упрочнения и образца после АЭПО приведены в табл. 1.
Таблица 1
Table 1
Износ образцов с упрочнением и без упрочнения, г
Wear of samples with and without hardening, g
|
Износ образца без упрочнения |
Износ образца с упрочнением |
||
|
1 испытание |
0,0405 |
1 испытание |
0,0253 |
|
2 испытание |
0,0933 |
2 испытание |
0,0171 |
|
3 испытание |
0,0066 |
3 испытание |
0,0175 |
|
4 испытание |
0,0574 |
4 испытание |
0,0212 |
|
5 испытание |
0,0586 |
5 испытание |
0,0187 |
|
6 испытание |
0,0438 |
6 испытание |
0,0253 |
|
7 испытание |
0,0445 |
7 испытание |
0,0146 |
|
8 испытание |
0,0879 |
8 испытание |
0,0174 |
|
9 испытание |
0,0265 |
9 испытание |
0,017 |
|
10 испытание |
0,0417 |
10 испытание |
0,017 |
Для образца без упрочнения массовый износ варьируется от 0,0066 до 0,0933 г, что связано с неоднородностью исходной феррито-перлитной структуры и разной ориентацией структурных составляющих относительно направления трения. Высокий разброс значений (более чем в 14 раз между минимальным и максимальным износом) объясняется тем, что в исходной структуре стали 20 перлитные колонии и ферритные зерна имеют различную твердость и по-разному сопротивляются абразивному воздействию. В процессе трения мягкий феррит интенсивно удаляется, а более твердый перлит выступает в роли локального барьера, что приводит к неравномерному изнашиванию поверхности. Для образца после АЭПО разброс значений значительно меньше (износ от 0,0146 до 0,0253 г), что свидетельствует о формировании однородного упрочненного слоя.
Физико-механические механизмы повышения износостойкости
Повышение сопротивления абразивному изнашиванию после АЭПО обусловлено двумя основными факторами. Во-первых, формирование мартенситной структуры в поверхностном слое (микротвердость – до 927 HV) значительно увеличивает сопротивление микрорезанию и микроцарапанию абразивными частицами [3]. Во-вторых, наличие сжимающих остаточных напряжений в модифицированном слое, характерное для закаленных сталей, препятствует зарождению и распространению микротрещин при циклическом контакте с абразивом. Кроме того, следует отметить, что высокая твердость упрочненного слоя способствует «залечиванию» микроповреждений в процессе трения за счет пластической деформации тонкого поверхностного слоя, что дополнительно замедляет развитие износа.
На основе данных табл. 1 рассчитана износостойкость (И = 1/G) для каждого испытания. Результаты статистической обработки представлены в табл. 2.
Таблица 2
Table 2
Статистические показатели износостойкости стали 20 до и после АЭПО
Statistical indicators of wear resistance of steel 20 before and after AEPT
|
Показатель |
Без упрочнения |
После АЭПО |
|
Средняя износостойкость, г–1 |
23,48 |
58,45 |
|
Стандартное отклонение |
±6,12 |
±3,54 |
|
Коэффициент вариации, % |
26,1 |
6,1 |
По полученным данным была построена гистограмма (рис. 2) с указанием величины ошибки.
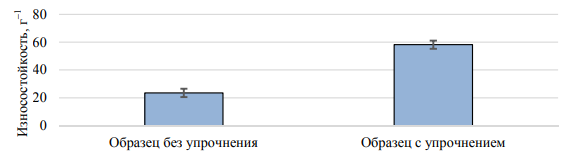
Рис. 2. Сравнительная гистограмма износостойкости стали 20 до и после АЭПО
Fig. 2. Comparative histogram of wear resistance of steel 20 before and after AEPT
Установлено, что анодная электролитно-плазменная обработка повышает износостойкость стали 20 в 2,5 раза (с 23,5 до 58,5 г–1). При этом разброс результатов снижается в 4 раза (коэффициент вариации уменьшился с 26,1 до 6,1 %), что указывает на высокую воспроизводимость метода и формирование равномерного упрочненного слоя.
Оценка увеличения наработки на отказ втулок буровых насосов
На основании полученных данных выполнен оценочный расчет ожидаемого ресурса втулки из стали 20 после АЭПО. Согласно [4], средняя наработка на отказ втулки бурового насоса из серийно выпускаемой стали в исходном состоянии составляет около 200–250 ч. Поскольку износостойкость пропорциональна ресурсу детали в условиях абразивного изнашивания, можно ожидать, что после АЭПО наработка на отказ возрастет также в 2,5 раза и достигнет 500–625 ч (табл. 3).
Таблица 3
Table 3
Оценка увеличения наработки на отказ втулки бурового насоса
Evaluation of increased operating time for failure of the drilling pump sleeve
|
Состояние втулки |
Износостойкость, г–1 |
Ожидаемая наработка на отказ, ч |
|
Исходная (без обработки) |
23,5 |
200–250 |
|
После АЭПО (сталь 20 + цементация + закалка) |
58,5 |
500–625 |
Полученный результат хорошо согласуется с известными данными о том, что формирование мартенситной структуры в поверхностном слое малоуглеродистых сталей позволяет значительно повысить сопротивление абразивному изнашиванию [4, 5]. Дополнительным преимуществом АЭПО является сохранение вязкой феррито-перлитной сердцевины, что особенно важно для втулок буровых насосов, работающих в условиях динамических и ударных нагрузок.
Выводы
1. АЭПО стали 20 в электролите NH₄Cl + глицерин (950 °С, 3 мин) повышает абразивную износостойкость в 2,5 раза по сравнению с исходным состоянием (с 23,5 до 58,5 г–¹).
2. Разброс значений износостойкости после обработки снижается в 4 раза (коэффициент вариации 6,1 против 26,1 %), что подтверждает формирование однородного упрочненного слоя и высокую воспроизводимость метода.
3. Оценочный расчет показывает, что применение АЭПО для втулок буровых насосов из стали 20 позволит увеличить наработку на отказ с 200–250 до 500–625 ч, т. е. в 2,5 раза.
4. Полученные результаты обосновывают целесообразность использования АЭПО для повышения ресурса деталей нефтегазового оборудования, работающих в условиях абразивного изнашивания.
1. Abdyukova R. Ya., Bagautdinov N. Ya. Analiz prichin otkazov klapanov burovyh nasosov [Analysis of the causes of drilling pump valve failures]. Problemy sbora, podgotovki i transporta nefti i nefteproduktov, 2012, no. 4, pp. 65-70.
2. Harisov M. I., Zabirov F. Sh. Obosnovanie naprav-lenij sovershenstvovaniya klapannyh par porshnevogo burovogo nasosa s cel'yu povysheniya ih narabotki na otkaz i germetichnosti [Substantiation of ways to improve valve pairs of a reciprocating drilling pump in order to increase their failure time and tightness]. Setevoe izdanie «Neftegazovoe delo», 2019, no. 2, pp. 112-127.
3. Belkin P. N. Ehlektrohimiko-termicheskaya obrabotka metallov i splavov [Electrochemical and thermal treatment of metals and alloys]. Moscow, Mir Publ., 2005. 336 p.
4. Poberezhnyj S. V., Stefanovich A. A., Kuznechik O. O., Filippov O. A. Perspektivy primeneniya himiko-termicheskoj i impul'sno-plazmennoj obrabotki v proizvodstve vtulok burovyh nasosov [Prospects of application of chemical-thermal and pulse-plasma treatment in the production of bushings of drilling pumps]. Innovacionnye tehnologii v mashinostroenii: materialy mezhdunarodnoj nauchno-tehnicheskoj konferencii, posvyashchennoj 35-letiyu mashinostroitel'nogo fakul'teta Polockogo gosudarstvennogo universiteta, Novopolock, 19–20 okt. 2011 g. Novopolock, PGU, 2011. Pp. 164-167.
5. Samojlovich Yu. A., Kazyaev M. D. Povyshenie abrazivnoj iznosostojkosti cilindrovoj vtulki burovogo nasosa vysokotemperaturnoj zakalkoj i obrabotkoj holodom [Improving the abrasive wear resistance of the cylinder sleeve of the drilling pump by high-temperature hardening and cold treatment]. Stal', 2018, no. 9, pp. 57-63.
