




Россия
Россия
В статье проводится сравнительный анализ коррозионной стойкости основного материала и околошовной зоны (ОШЗ) труб газопровода из низколегированной стали Ст3сп. Основное внимание уделяется иссле-дованию различий в характере и интенсивности коррозионных поражений двух ключевых зон, таких как основного материала трубы и ОШЗ, которая подвергается термическому воздействию в процессе сварки. Результаты исследования подтверждают, что коррозия представляет серьезную угрозу для целостности и безопасности нефтегазового оборудования, приводя к значительным экономическим потерям и аварийным рискам. Методология исследования включает визуальный осмотр образцов, эксплуатировавшихся в реальных условиях, и микроструктурный анализ с использованием сканирующей электронной микроскопии (СЭМ) с детектором вторичных электронов, что оптимально для изучения морфологии поверхности. Результаты микроструктурного анализа выявили существенные различия в морфологии коррозии. Для ОШЗ характерна интенсивная локальная коррозия в виде глубоких язв, обрамленных гроздевидными рыхлыми продуктами коррозии, и радиальных микротрещин, что свидетельствует о развитии коррозии вглубь. В противоположность этому для основного материала характерна относительно равномерная и медленная коррозия с образование слоистых структур и линейных микро-трещин без глубоких локальных повреждений. Основной причиной повышенной уязвимости ОШЗ являются структурные изменения металла (например образование мартенсита) и остаточные термические напряжения, возникающие при термическом воздействии в процессе сварки. Сварка сопровождается местным нагревом, что ухудшает механические свойства и коррозионную стойкость металла в данной зоне. На основе полученных данных предлагается комплексный подход к защите газопроводов, акцентирующий внимание на наиболее уязвимой ОШЗ. Рекомендованные меры включают применение изоляционных материалов (термоусаживаемых муфт), протекторную защиту гальваническими анодами, термическую обработку сварных стыков индукционными токами для снятия напряжений и очистку транспортируемого сырья от агрессивных примесей.
коррозия, сканирующая электронная микроскопия, околошовная зона, основной материал, газопровод
Введение
В настоящее время нефтегазовый комплекс продолжает оставаться основой мировой энергетики. Учитывая многочисленные риски в современном мировом сообществе, именно сейчас необходимо обеспечить его надежную и бесперебойную работу. Основной задачей, решение которой на современных нефтегазодобывающих и перерабатывающих предприятиях становится первоочередным, является сохранность имеющегося оборудования. Одной из наиболее значимых причин, угрожающей целостности, долговечности и безопасной эксплуатации нефтегазового оборудования, выступает коррозия металлов. Коррозия – это самопроизвольное разрушение металлов и сплавов в результате химического, электрохимического или физико-химического взаимодействия с окружающей средой. Нефтегазопромысловое оборудование в процессе добычи, транспортировки, переработки нефти и нефтепродуктов находится под воздействием агрессивных сред с экстремальными факторами, приводящих к интенсивным коррозионным процессам с чрезвычайно масштабными и разными последствиями. Колоссальные затраты на ремонт или замену оборудования, косвенные убытки от простоев и потери продукта наносят огромный ущерб экономике отрасли. Разрушение оборудования вследствие коррозии является причиной аварий, приводящих к разливам нефти, утечкам газа, пожарам и взрывам, что создает прямую угрозу как персоналу предприятий и населению, так и экологии региона в целом.
Задачи исследования – рассмотреть основные виды коррозии нефтегазового оборудования, исследовать поверхности образцов газовой трубы методом силовой электронной микроскопии, предложить методы защиты труб от коррозии.
Основные виды коррозии нефтегазового оборудования
Коррозия нефтепромыслового оборудования, в зависимости от условий эксплуатации и агрессивности среды, подразделяется на химическую и электрохимическую [1].
Коррозионный процесс будет являться химическим, если после разрыва металлической связи атомы металла непосредственно соединяются химической связью с теми атомами или группами атомов, которые входят в состав окислителей, отнимающих валентные электроны металла. Этот процесс можно рассматривать как окисление, т. к. образующиеся продукты коррозии являются химическими соединениями, содержащими металл в окисленной форме. Разрушение металла в этом случае происходит вследствие его непосредственной реакции со средой, являющейся не электролитом. Так, сероводород (H2S) вызывает сульфидное растрескивание, особенно опасное для высокопрочных сталей, а углекислый газ (CO2) приводит к образованию коррозионно-активной угольной кислоты, вызывающей общую и локальную коррозию. С точки зрения ущерба, наносимого экономике страны, среди многих случаев химической коррозии наибольшее значение имеет газовая коррозия, под которой понимают окисление металлов в атмосфере сухих газов при высокой температуре [1]. Основными условиями развития газовой коррозии являются взаимодействие металла с кислородом воздуха при высоких температурах и отсутствие влаги на поверхности металла, что сопровождается образованием окислов, окалин и обезуглероживанием стали (например, коррозия лопаток, камер сгорания и тепловых трактов газовых турбин, деталей газокомпрессоров
и двигателей внутреннего сгорания).
При электрохимической коррозии разрушение металлических конструкций включает хотя бы одну стадию, связанную с переносом электронов через границу раздела «электрод – раствор». Такой вид коррозии возникает в растворах электролитов. Протекающие на поверхности металла электрохимические процессы, такие как окислительный (анодный) – растворение металла и восстановительный (катодный) – электрохимическое восстановление компонентов среды, сопутствуют электрохимической коррозии. К основным факторам возникновения данного вида коррозии относятся: разность потенциалов между разнородными металлами или участками поверхности; наличие кислорода, который усиливает катодные процессы; блуждающие токи, например, от систем катодной защиты соседних объектов [1].
С учетом того, что процесс коррозии начинается с поверхности и, развиваясь, распространяется вглубь, различают такие типы коррозии, как сплошная, местная, язвенная, точечная (питтинг) [2]. При сплошной (равномерной) коррозии, которая развивается одновременно на всей поверхности, происходит равномерная постоянная потеря материала с корродирующей поверхности. Такой вид коррозии характерен для всех металлов. При местной коррозии повреждаются только отдельные участки поверхности, и по характеру разрушения выделяют ряд местных (локальных) форм коррозии. Под язвенной коррозией понимают локализованную атаку на материал, имеющий пассивную защитную пленку, которая может быть нарушена механически или под действием агрессивных ионов в электролите. Основными проявлениями являются язвы диаметром 2–50 мм. Точечная коррозия (питтинг), возникающая при локальном воздействии среды, характерна для всех металлов и может привести к сквозным отверстиям в металле.
Исследование поверхности методом силовой электронной микроскопии
Для оценки коррозионной стойкости газопроводных сталей были выбраны два образца из эксплуатируемой газовой трубы, изготовленной из низколегированной стали марки Ст3сп, толщиной 2,8 мм: образец № 1 – металл ОШЗ сварного соединения; образец № 2 – металл сплошной зоны (основной материал). На начальном этапе был выполнен визуальный осмотр образцов. На образце № 1 четко прослеживалась граница перехода от основного металла к зоне термического влияния, на поверхности были явно выражены локальные потемнения и пятна коррозии, а также видны микротрещины, расходящиеся от сварочного шва. На образце № 2 поверхность была более однородна, без резких переходов, отсутствовали видимые трещины и выраженные дефекты, коррозионные повреждения были распределены равномерно.
Для детального анализа структуры и характера коррозионных повреждений было проведено исследование с помощью сканирующего электронного микроскопа (СЭМ) [3–5].
В первую очередь, была изучена морфология поверхностей образцов.
Образец № 1 был проанализирован при следующих технологических параметрах съемки (рис. 1). Детектор – вторичные электроны, данный режим оптимален для изучения морфологии поверхности и топографии. Ускоряющее напряжение – 5 кэВ, что является относительно низким напряжением, подходящим для анализа особенностей поверхности, без проникновения луча вглубь образца. Шкала 500 мкм (0,5 мм) показывает, что видна довольно большая область. Режим сканирования RESOLUTION ориентирован на высокое разрешение, позволяющее увидеть мелкие детали структуры продуктов коррозии.
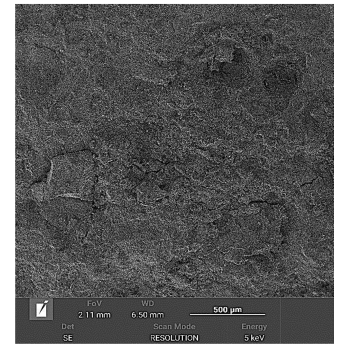
Рис. 1. Морфология поверхности образца № 1 (увеличение 250х)
Fig. 1. Surface morphology of sample No. 1 (magnification 250x)
На образце № 1 при малом увеличении (250х) четко просматривается рыхлая, неоднородная структура с ярко выраженными локальными углублениями (язвами). Поверхность язв и окружающая область покрыты кустистым материалом – это продукты коррозии. Глубокие язвы имеют характерную форму с поднутрием, что свидетельствует о развитии коррозии вглубь.
Для образца № 2 были использованы следующие технологические параметры съемки (рис. 2). Детектор – вторичные электроны. Значение ускоряющего напряжения в данном случае было выставлено меньше, чем у образца № 1 – 3 кэВ, для получения максимальной информации о поверхности. Шкала и режим сканирования не изменялись.
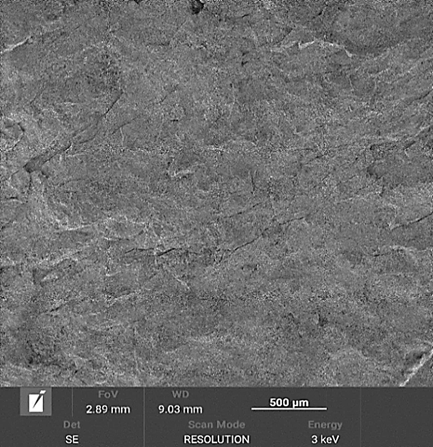
Рис. 2. Морфология поверхности образца № 2 (увеличение 525х)
Fig. 2. Surface morphology of sample No. 2 (magnification 525x)
При увеличении 525х можно увидеть, что образец № 2 имеет неравномерное разрушение, однако поверхность более однородна, чем у образца № 1. Также можно заметить ярко выраженные слоистые структуры с почти вертикальными стенками. Однако, в отличие от предыдущего образца, здесь видно не так много рыхлых продуктов коррозии, покрывающих поверхность. Для выявления типа локальной коррозии образцы были исследованы при более высокой степени увеличения. На образце № 1 из ОШЗ обнаружены глубокие язвы размером от 120 до 129,87 мкм, обрамленные гроздевидными участками рыхлой структуры, и радиально расходящиеся от них трещины размерами до 5,08 мкм (рис. 3).
Рис. 3. Образец № 1 (увеличение 1,16 kх)
Fig. 3. Sample No. 1 (magnification 1.16 kx)
При детальном рассмотрении образца № 2 из основного материала, в отличие от образца № 1, обнаружены линейные трещины шириной от 1,13 до 2,65 мкм (рис. 4). Отсутствуют язвы и рыхлые гроздевидные структуры продуктов коррозии. Обращает на себя внимание гомогенная морфология поверхности с преобладанием слоистых структур.
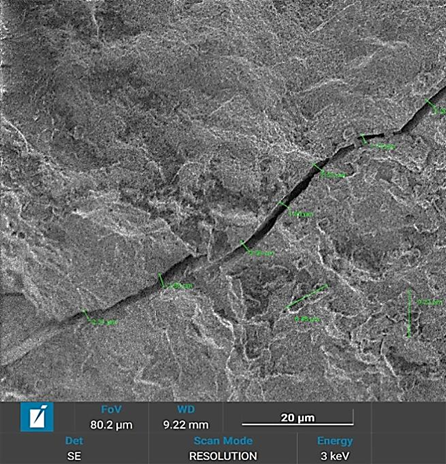
Рис. 4. Образец № 2 (увеличение 6,69 kх)
Fig. 4. Sample No. 2 (magnification 6.69 kx)
После проведенных исследований была выявлена большая разница в коррозии между основным материалом и металлом из ОШЗ. Согласно исследованию Д. О. Буклешева [6], это связано с тем, что процесс сварки сопровождается местным нагревом металла, а последующее его охлаждение приводит к развитию в сварном соединении неравномерного температурного поля. Микроструктура и свойства ОШЗ объясняются исключительно термическими условиями, возникающими во время сварки и послесварочной обработки. Сталь в процессе сварочных работ претерпевает радикальный фазовый переход. С учетом химического состава трубной стали и условий охлаждения при сварочных работах микроструктура ОЗШ сварных стыков изменяется от мартенситной до ферритно-перлитной структуры. В перлите, имеющем пластичную морфологию из перемежающихся цементита и феррита, при термическом воздействии создаются промежутки между слоями, которые становятся свободными для диффузии и заполнения водородом, большое количество которого снижает прочность и пластичность стали. Неоднородная микроструктура и наличие в металле неметаллических включений приводят к образованию гальванической пары и, как в следствие, протеканию электрохимической коррозии. В процессе сварки трубопровода происходит выделение высокой погонной энергии, что приводит к перегреву металла ОШЗ и ухудшает его структуру, снижает его механические свойства. Таким образом, в теле металла происходит возникновение сжимающих и/или растягивающих термических внутренних напряжений, в результате чего металл теряет свои изначальные характеристики – прочностные свойства и стойкость к коррозии. Возникновение напряжений в металле повышает вероятность развития местной коррозии, в частности межкристаллитной и язвенной.
Меньшее термическое воздействие на основной материал трубы обусловлено тем, что он находится далеко от шва, имеет гомогенную структуру, сохраняет свои свойства и не накапливает остаточные напряжения.
Методы защиты труб от коррозии
Поскольку ОШЗ является самой уязвимой, то именно ее защите требуется уделять первостепенное внимание. В первую очередь необходимо использовать защиту изоляционными материалами. Так, термоусаживаемая манжета (муфта) создает механически прочное и абсолютно герметичное влагоизоляционное покрытие, исключающее контакт металла с внешними факторами. Протекторная защита осуществляется путем применения гальванических анодов. В связи с тем, что анодный металл «активнее» железа, он сам корродирует и перетягивает на себя всю коррозию с трубы, которая становится катодом и не разрушается. Во время монтажа трубопроводов сварные стыки специально нагреваются индукционными токами до определенной температуры, выдерживаются и медленно охлаждаются под теплоизоляционным кожухом, что приводит к снятию остаточных напряжений и нормализации структуры металла. С целью предотвращения более активной внутренней коррозии исходное сырье необходимо подвергать дополнительной очистке от примесей [7].
При этом необходимо отметить, что наиболее эффективную защиту обеспечивает именно комплексный подход.
Заключение
Проведенное сравнительное исследование коррозионного поведения основного материала и ОШЗ эксплуатируемой газовой трубы показало, что наиболее подверженной коррозии зоной оказалась ОШЗ. Для нее характерна локальная коррозия с радиальными трещинами и глубокими язвами, которые могут привести к появлению сквозных отверстий в трубе. В зоне основного материала коррозия протекает медленнее и равномернее, без образования глубоких язв. Таким образом, несмотря на то, что коррозия может поражать как основной металл, так и ОШЗ, последняя представляет собой качественную и гораздо более серьезную угрозу.
1. Лучкин Р. С. Коррозия и защита металлических материалов (структурные и химические факторы): электрон. учеб. пособие. Тольятти: ТГУ, 2017. 269 с.
2. Розенфельд И. Л. Коррозия и защита металлов (локальные коррозионные процессы). М.: Металлургия, 1969. 448 с.
3. Örnek C., Engelberg D. L., etc. Hydrogen-Induced Micro-Strain Evolution in Super Duplex Stainless Steel – Correlative High-Energy X-Ray Diffraction, Electron Backscattered Diffraction, and Digital Image Correlation // Corrosion Science. 2022. Vol. 8. P. 598. DOIhttps://doi.org/10.3389/fmats.2021.793120.
4. Ревина А. В., Гафурова Д. Д., Тутаринова В. М. Экспериментальные исследования свойств сверхтонких пленок ниобата лития методами зондовой и электронной микроскопии // Нефтегаз. технологии и эколог. безопасность. 2024. № 1. С. 44–53.
5. Ревина Н. С., Ревина А. В. Использование метода гальваностегии для борьбы с коррозионными отложениями нефтегазового оборудования / Новейшие технологии освоения месторождений углеводородного сырья и обеспечение безопасности экосистем Каспийского шельфа: материалы XII Международ. науч.-практ. конф., Астрахань, 03 сентября 2021 года. Астрахань: Изд-во АГТУ, 2021. С. 53–56.
6. Буклешев Д. О. Практическое исследование зависимости скорости коррозии сварных соединений газопроводов от внешних факторов // Технические науки – от теории к практике. 2016. № 9 (57). С. 22–32.
7. Кузьмишкин А. А., Гарькин И. Н. Коррозия газопроводов и варианты защиты от нее // Вестн. магистратуры. 2014. № 11-1 (38). С. 38–41.
