





Россия
Россия
Россия
Использование бензиновых фракций в качестве сырья для пиролиза с целью производства олефинов экономически целесообразно. Однако содержание в них ароматических углеводородов снижает селективность процесса по этилену и пропилену и интенсифицирует коксообразование. Предварительная деароматизация является необходимым технологическим процессом для интенсификации пиролиза и обеспечения стабильной работы оборудования. В статье представлено исследование процесса экстрактивной деароматизации бензиновой фракции с применением этиленгликоля и диметилсульфоксида путем установления влияния ключевого параметра – соотношения «растворитель : сырье» – на показатели процесса. Исследование проводилось на лабораторной установке экстракции периодического действия. В качестве сырья использовалась гидроочищенная прямогонная бензиновая фракция. Установлено, что оптимальным для процесса экстракции ароматических углеводородов из прямогонной бензиновой фракции является соотношение «растворитель : сырье» 1,5 : 1, при котором достигается максимальная степень извлечения ароматических углеводородов: для этиленгликоля – 62,86 % и для диметил-сульфоксида – 68,57 %. Дальнейшее увеличение доли растворителя приводит к снижению эффективности очистки и росту энергозатрат на регенерацию. Показано, что разработанный процесс с использованием модифицированных водой растворителей обладает сопоставимой с промышленными аналогами эффективностью при потенциальных преимуществах в стоимости и условиях регенерации, что подтверждает его практическую ценность для повышения рентабельности экстракционных процессов.
экстрактивная деароматизация, бензиновая фракция, пиролиз, этиленгликоль, диметилсульфоксид, ароматические углеводороды
Введение
В современных нефтехимических комплексах бензиновые фракции различного происхождения используются в качестве целевого и экономически выгодного сырья для пиролиза с целью производства этилена и пропилена. Однако их высокая эффективность в качестве сырья напрямую зависит от химического состава, в частности, от концентрации ароматических углеводородов. Ароматические соединения, обладая исключительной термостабильностью, практически не подвергаются крекингу. При подаче на пиролиз сырья с высоким содержанием аренов они пассивно проходят через реакционную зону, не образуя целевых олефинов. Это приводит к значительному снижению общей селективности процесса по этилену и пропилену, что является главным экономическим показателем установки [1]. Более того, ароматические углеводороды активизируют процессы вторичных реакций, ведущих к образованию пироуглерода и кокса. Коксообразование на стенках змеевиков радиантных печей ухудшает теплопередачу, увеличивает перепады давления, снижает производительность и ведет к сокращению межремонтного пробега установки [2]. Таким образом, предварительная глубокая деароматизация бензиновой фракции является необходимым технологическим этапом для интенсификации пиролиза, повышения выхода целевых продуктов и обеспечения стабильной работы оборудования, что обуславливает актуальность темы.
Экономическая целесообразность процесса деароматизации обуславливается его двойной выгодой. Первой и основной задачей является получение высококачественного подготовленного сырья (рафината) для пиролиза. Рафинат, представляющий собой смесь парафиновых и нафтеновых углеводородов с минимальным содержанием ароматики, обладает значительно более высоким потенциалом по выходу этилена и пропилена. Вторая, не менее важная, задача – это выделение концентрированной фракции ароматических углеводородов (экстракта), которая сама по себе является высоколиквидным товарным продуктом [3]. Бензол, толуол и ксилолы (БТК) – это основа для производства полимеров, синтетических каучуков, пластиков и растворителей. Следовательно, процесс экстрактивной деароматизации трансформирует сырье, проблемное для пиролиза, в два ценных потока: подготовленное сырье с улучшенными характеристиками и отдельный продукт с высокой добавленной стоимостью [4].
Экстрактивная деароматизация основана на физическом разделении, не разрушая ароматическое ядро. Процесс протекает в сравнительно мягких условиях (при умеренных температурах, атмосферном давлении), что определяет его относительно низкую энергоемкость. Ключевыми преимуществами являются селективность и гибкость, т. к. возможно настроить процесс на максимальное извлечение ароматики для глубокой очистки рафината или на получение экстракта заданного состава. Это позволяет целенаправленно готовить сырье для пиролиза, гарантируя его высокое качество и стабильность работы пиролизных печей [5].
Целью статьи является разработка и оптимизация процесса экстрактивной деароматизации бензиновой фракции на основе применения этиленгликоля и диметилсульфоксида с установлением влияния соотношения «растворитель : сырье» на показатели процесса, а также установить его оптимальные диапазоны значений для водных растворов, обеспечивающих достижение максимальной степени извлечения ароматических углеводородов при минимальных энергозатратах на регенерацию.
Задачи исследования:
1) провести анализ состава и свойств исходной бензиновой фракции пиролиза и растворителей;
2) приготовить серию водных растворов индивидуальных растворителей (этиленгликоля и диметилсульфоксида);
3) изучить влияние массового соотношения «растворитель : сырье» (в диапазоне от 1 : 1 до 2,5 : 1) на степень извлечения ароматических углеводородов и качество получаемого рафината для наиболее перспективных составов растворителей;
4) определить оптимальные значения исследуемых параметров, обеспечивающих достижение целевых показателей процесса;
5) провести сравнительную оценку эффективности, оптимально подобранного параметра;
6) дать оценку целесообразности применения разработанного процесса с использованием выбранных растворителей.
Объекты исследование
Исследованы гидроочищенная прямогонная бензиновая фракция, этиленгликоль, диметилсульфоксид. Физико-химические свойства сырья и растворителей представлены в табл. 1–3.
Таблица 1
Table 1
Физико-химические характеристики сырья
Physical and chemical characteristics of raw materials
|
Показатель |
Значение |
|
|
Плотность при 20 оС, кг/м3 |
718,8 |
|
|
Показатель преломления |
1,4155 |
|
|
Фракционный состав |
начало кипения, °С |
54 |
|
10 %, °С |
73 |
|
|
50 %, °С |
112 |
|
|
90 %, °С |
162 |
|
|
конец кипения, °С |
171 |
|
Таблица 2
Table 2
Физико-химические характеристики этиленгликоля
Physical and chemical characteristics of ethylene glycol
|
Показатель |
Значение |
|
|
Плотность (истинная), г/см3 |
1,11336 |
|
|
Относительная плотность |
1,1155 |
|
|
Температура, °С |
кипения при 101,3 кПа (760 мм рт. ст) |
197,6 |
|
замерзания |
–13 |
|
|
плавления |
|
|
|
разложения |
500–520 |
|
|
Давление насыщенного пара при 20 °С, мм рт. ст. |
0,06 |
|
|
Коэффициент преломления |
1,4316 |
|
|
Молекулярная масса, г/моль |
62,07 |
|
|
Вязкость при 20 °С, мПа·с (сПз) |
20,93 |
|
|
Содержание этиленгликоля |
Свыше 99 % |
|

Таблица 3
Table 3
Физико-химические характеристики диметилсульфоксида
Physical and chemical characteristics of dimethyl sulfoxide
|
Показатель |
Значение |
|
|
Плотность (истинная) при 20 °С, г/см3 |
1,1161 |
|
|
Относительная плотность |
1,1184 |
|
|
Температура, °С |
кипения при 101,3 кПа (760 мм рт. ст.) |
245,0 |
|
замерзания |
–8 |
|
|
плавления |
18,5 |
|
|
разложения |
150 |
|
|
Давление насыщенного пара при 20 °С мм рт. ст. |
˂ 0,01 |
|
|
Коэффициент преломления |
1,4472 |
|
|
Молекулярная масса, г/моль |
78,13 |
|
|
Вязкость при 20 °С, мПа·с (сПз) |
35,7 |
|
|
Содержание диметилсульфоксида |
Свыше 99 % |
|

Методика эксперимента
Для проведения экстракции использовалась лабораторная установка периодического действия, схема которой представлена на рис. 1.
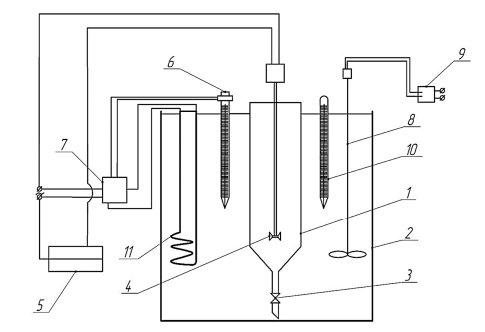
Рис. 1. Схема лабораторной установки экстракции:
1 – делительная воронка; 2 – емкость (баня); 3 – вентиль; 4 – мешалка, 5 – реостат; 6 – контактный термометр;
7 – термореле; 8 – мешалка; 9 – трансформатор; 10 – эталонный термометр; 11 – нагреватель
Fig. 1. Diagram of the laboratory extraction system:
1 – separation funnel; 2 – container (bath); 3 – valve; 4 – agitator; 5 – rheostat; 6 – contact thermometer;
7 – thermal relay; 8 – agitator; 9 – transformer; 10 – reference thermometer; 11 – heater
Рафинатный раствор может содержать 10–15 % растворителя, поэтому его регенерируют путем многократной промывки дистиллированной водой при поддержании постоянной температуры 70 °С. Для этого в делительную воронку с рафинатным раствором добавляют воду в соотношении «вода : рафинатная фаза» 1,5 : 1. Смесь перемешивают
в течении 3 минут и отстаивают 15 минут. Затем отделяют водную фазу. Промывают до тех пор, пока показатель преломления промывных вод не станет равным показателю преломления дистиллированной воды (1,3330). В этом случае раствор можно считать отмытым. Полученный после промывки рафинат подсушивают цеолитом NaА (или CaCl2) и анализируют.
Регенерации растворителя из экстрактной и рафинатной фаз проводилась на лабораторной установке перегонки, схема которой представлена на рис. 2.

Рис. 2. Схема лабораторной установки регенерации растворителя:
1 – термометр; 2 – круглодонная колба; 3 – колбонагреватель; 4 – колба-приемник,
5 – водяной холодильник; 6 – выход воды; 7 – вход воды
Fig. 2. Diagram of a laboratory solvent regeneration system:
1 – thermometer; 2 – round-bottom flask; 3 – flask heater; 4 – receiver flask;
5 – water cooler; 6 – water outlet; 7 – water inlet
Результаты и их обсуждение
В ходе испытаний варьировали соотношение «растворитель : сырье» при условиях эксперимента: температура – 40 °С; продолжительность контакта «растворитель : сырье» – 45 мин; количество добавленной в растворитель воды – 7,5 и 5 % для этиленгликоля и диметилсульфоксида соответственно.
На рис. 3 представлены результаты исследования влияния соотношения растворителя к сырью.
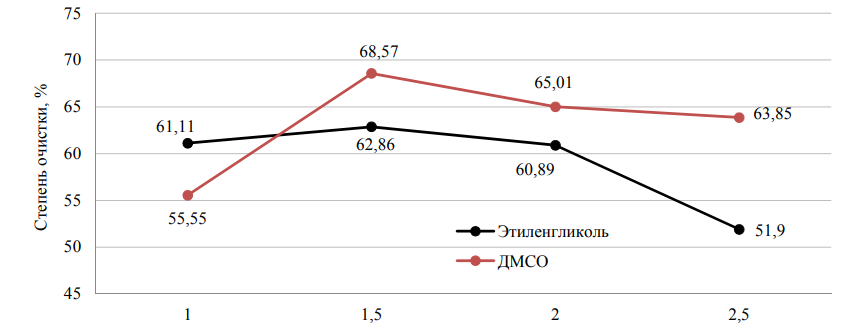
Рис. 3. Влияние соотношения «растворитель : сырье» на процесс экстракции ароматических углеводородов
Fig. 3. Effect of “solvent : feed ratio” on the extraction of aromatic hydrocarbons
Результаты исследования показали, что соотношение «растворитель : сырье» 1,5 : 1 является оптимальным для данного процесса, 62,86 и 68,57 % для этиленгликоля и диметилсульфоксида соответственно. Дальнейшее увеличение кратности растворителя ведет к снижению степени очистки сырья, избыток растворителя начинает растворять не только ароматические углеводороды, но и ценные парафиновые или нафтеновые углеводороды. Также увеличение количества растворителя сверхоптимального значения ведет к росту эксплуатационных затрат без улучшения результата, создавая нецелесообразные расходы.
Причина различий результатов экстрагирования может заключаться в селективности и растворяющей способности этиленгликоля и диметилсульфоксида по отношению к ароматическим углеводородам [6].
Диметилсульфоксид является полярным апротонным растворителем. Он обладает сильным дипольным моментом. Кислород в молекуле диметилсульфоксид электроотрицателен, что позволяет ему эффективно сольватировать ароматические молекулы за счет диполь-дипольных взаимодействий и образования слабых комплексов с переносом заряда.
Этиленгликоль – это полярный протонный растворитель, способный образовывать прочные водородные связи. Он также взаимодействует с ароматическими соединениями, но его молекулы склонны в большей степени образовывать водородные связи друг с другом. Это снижает его доступность и эффективность для взаимодействия с ароматикой [7].
Диметилсульфоксид лучше «различает» ароматические и неароматические молекулы. Он сильнее притягивается к π-электронной системе бензольных колец.
Как апротонный растворитель, диметилсульфоксид не образует плотной сети водородных связей с самим собой. Поэтому его молекулы остаются более «доступными» для целевых углеводородов даже в большом количестве [8].
Соотношение «растворитель : сырье» в процессе экстракции ароматических углеводородов является ключевым параметром, напрямую влияющим на эффективность и экономику процесса. Повышение этого соотношения ведет к увеличению глубины извлечения ароматических углеводородов и повышению селективности. Однако чрезмерное увеличение количества растворителя вызывает резкий рост энергозатрат, в первую очередь, на его регенерацию, а также требует использования более крупного и дорогостоящего оборудования [9].
Заключение
Таким образом, экстрактивная деароматизация бензиновой фракции, используемой в качестве сырья пиролиза, напрямую влияет на эффективность всего последующего процесса. Метод позволяет целенаправленно удалить из сырья компоненты, снижающие выход целевых олефинов и ухудшающие эксплуатационные характеристики.
Установлено, что соотношение «растворитель : сырье» 1,5 : 1 позволяет достичь наибольшие степени извлечения ароматических углеводородов (для этиленгликоля – 62,86 % и для димитилсульфоксида – 68,57 %) в исследованном интервале. Полученные результаты демонстрируют сопоставимость с промышленными аналогами при преимуществах в стоимости и условиях регенерации, что подтверждает возможность практического применения полученных результатов для получения высококачественного сырья пиролиза и ценных ароматических соединений.
1. Пат. 2501842 C1 Рос. Федерация. Способ деароматизации бензиновой фракции – сырья пиролиза / Каратун О. Н., Капизова Н. Б., Морозов А. Ю. № 2012130647; заявл. 17.07.2012; опубл. 20.12.2013; Бюл. № 35.
2. Ayuso M., Navarro P., Palma A. M., Larriba M., Delgado Mellado N., García J., Rodríguez F., Coutinho J. A. P., Carvalho P. J. Toward Modeling the Aromatic Aliphatic Separation by Extractive Distillation with Tricyanomethanide-Based Ionic Liquids Using CPA EoS // Industrial & Engineering Chemistry Research. 2019. N. 58. P. 19681–19692.
3. Ерофеев В. И. Маскаев Г. П. Получение низших олефинов из углеводородного сырья. Термический пиролиз ШФЛУ // Международ. журн. приклад. и фундамент. исслед. 2015. № 9. С. 88–91.
4. Камешков А. В., Гайле А. А., Карнаух В. С., Волков Д. А. Экстракционная очистка тяжелого газойля каталитического крекинга смесями N,N-диметилформамида и N-метилпирролидона с этиленгликолем // Нефтепереработка и нефтехимия. 2023. № 6. С. 13–15.
5. Лихтерова Н. М. Современное состояние производства топлив для реактивных двигателей // Мир нефтепродуктов. 2020. № 6. С. 16–21.
6. Крыльцова Е. Ю. Влияние концентрации воды в составе растворителя на экстракцию ароматических углеводородов из нефтепродуктов // Актуал. исслед. 2024. № 7. С. 199–201.
7. Пат. РФ 2666362C1. Способ очистки нефтепродуктов от серосодержащих и ароматических углеводородов / Андриенко О. С., Коботаева Н. С., Маракина Е. И., Сачков В. И., Скороходова Т. С. № 2017144235; заявл. 18.12.2017; опубл. 07.09.2018.
8. Муртазаев Ф. И. Исследование альтернативной композиции для извлечения ароматических углеводородов из автомобильного бензина с использованием композиции экстрагента // Universum: техн. науки. 2023. № 7 (112). URL: https://7universum.com/ru/tech/archive/item/15776 (дата обращения: 01.11.2025).
9. Камешков А. В., Гайле А. А., Карнаух В. С., Волков Д. А. Экстракционная очистка лёгкого газойля каталитического крекинга N,N-диметилформамидом и N-метилпирролидоном // Нефтепереработка и нефтехимия. 2023. № 4. С. 24–28.
