












Россия
Россия
Россия
УДК 620.169.2 Ускоренные испытания в целом
Эффективное взаимодействие конструктивных элементов и материалов, из которых они изготовлены, является одной из важнейших задач при проектировании деталей и механизмов судовых энергетических установок. Опыт эксплуатации судов типа «Метеор» определил, что основной причиной поломки и выхода из строя вала валопровода может являться несоответствие техническим требованиям химико-термической обработки шеек вала под подшипники или некачественное поверхностное нанесение покрытия. Проведен сравнительный анализ технологий нанесения покрытий, результаты которого позволят существенно повысить циклическую износостойкость поверхностного слоя посадочных шеек вала валопровода судна на подводных крыльях. Рассмотрены технологии газоплазменного и газодинамического напыления, а также электроискрового легирования поверхности. Выполнена инструментальная оценка параметров качества нанесенного защитного покрытия. Представлены наплавочные материалы для каждого из методов упрочнения и модификации поверхности. Приведена схема и конструктивное исполнение стенда для испытания нанесенных покрытий на циклическую усталостную прочность до момента наступления критического разрушения. Покрытия, нанесенные на поверхности образцов, исследовали на предмет оценки микрогеометрии поверхности и микротвердости. Образцы подвергались испытаниям на стенде с циклической нагрузкой при скорости 1 800 об/мин (30 об/с) вала асинхронного двигателя. В качества индентора использовался шарик подшипника из стали ШХ15. После испытаний очаг разрушения покрытия оценивался визуально с помощью измерительно-вычислительного комплекса на базе оптического микроскопа. В результате проведенных испытаний выявлено, что образцы, обработанные методом электроискрового легирования, обладали наибольшей стойкостью к знакопеременному циклическому воздействию, наименьшей шероховатостью поверхности и наибольшей микротвердостью.
циклическое изнашивание, вал валопровода, стенд для циклических испытаний, микрогеометрия, микротвердость
Введение
При проектировании деталей и механизмов судовых энергетических установок, в том числе валопроводов, необходимо обеспечить эффективное взаимодействие конструктивных элементов и материалов, из которых они изготовлены. Это взаимодействие должно обеспечивать безопасность при работе механизмов и оказывать положительное влияние на эффективность эксплуатации судов. Например, в результате эксплуатации судов на подводных крыльях типа «Метеор» выявлено, что основной причиной поломки и выхода из строя вала валопровода является несоответствие техническим требованиям химико-термической обработки шеек вала под подшипники или некачественного поверхностного нанесенного покрытия [1–3].
Для использования соответствующих материалов с заданными физико-химическими свойствами в первую очередь нужно знать физическую сущность работы деталей в механизме [4, 5]. Механические воздействия на детали без покрытий инициируют старение и разрушение. Воздействие потока жидкости и газа в совокупности с износом вызывает также эрозионное разрушение. Нанесенные протекторные защитные покрытия могут изменять тепловые и, как следствие, энергетические воздействия, а также предупреждать износ, старение и разрушение.
Методы и материалы исследования
Проведенный в ФГБОУ ВО «Государственный университет морского и речного флота имени адмирала С. О. Макарова» анализ выявил наиболее нагруженные зоны (места подшипниковых узлов и соединений муфтами) деталей валопровода судна «Метеор», которые подвергаются знакопеременным циклическим нагрузкам и последующему образованию микротрещин, растущих с поверхности вглубь вала. Поэтому создание защитных покрытий в наиболее циклически нагруженных местах валопровода является актуальной задачей продления межремонтных сроков, ресурса в целом и работоспособности узлов [5].
В ГУМРФ имени адмирала С. О. Макарова разработан эксплуатационный конструктивный технологический классификатор, согласно которому при восстановлении или изготовлении деталей, в том числе валов валопровода, проводится выбор технологий ремонта и восстановления. В соответствии с этим классификатором необходимо установить, каким видам изнашивания подвергается деталь и ее эксплуатационные параметры. Например, валы валопровода в посадочных шейках подвергаются знакопеременным циклическим нагрузкам, которые в свою очередь в сочетании с локальными участками трения приводят к разрушению поверхности и отслаиванию металла вала от поверхности. Данные дефекты могут быть устранены как методом нанесения ремонтной наплавки, так и нанесением протекторной защиты одним из выбранных высокоэнергетических технологических методов (плазменное напыление, газодинамическое упрочнение, электроискровое легирование и т. п.).
Для выбора технологий и материалов в ГУМРФ имени адмирала С. О. Макарова совместно с ФГБОУ ВО «Балтийский государственный технический университет «ВОЕНМЕХ» имени Д. Ф. Устинова» были проведены исследования свойств материалов, нанесенных различными технологическими процессами, работающих в определенных условиях, и создан банк данных. На основе анализа различных теорий изнашивания была разработана методика выбора износостойкого покрытия и установлены критерии изнашивания (нагрузка схватывания, нагрузка разрушения, адгезионная прочность, когезионная прочность, коэффициент трения (Kтр).
Методика выбора износостойкого покрытия включает четыре этапа:
– определение физической сущности механизма и детали;
– рассмотрение экспериментальных данных свойств материалов, выполненных различными технологиями;
– выявление причин данных свойств, полученных на основе структурных исследований;
– осуществление выбора технологий и материалов по статистическим программам.
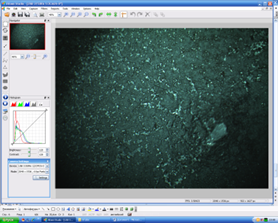
Согласно технологии ремонта отдельных деталей валопроводы судов на подводных крыльях подвергаются дефектации [6]. Причем второй этап дефектации деталей валопровода производится при его демонтаже после подъема судна. В процессе разборки валопровода производится выявление дефектов деталей валопровода, а также производятся замеры зазоров между сопрягаемыми деталями в узлах трения. Выявляются дефекты, связанные с разрушением поверхности опорных шеек вала. Так, на фотографии (рис. 1) приведена характерная дорожка разрушения опорной поверхности судового вала, выполненного из стали 20Х13 [6] в результате циклической нагрузки.

Рис. 1. Микрофотография поверхности шейки вала из стали 20Х13, подвергающегося циклической нагрузке,
теплохода на подводных крыльях «Метеор» после полной разборки системы валопровода
на этапе дефектации деталей
Fig. 1. Micrograph of the surface of the shaft neck made of steel 20X13 subjected to cyclic loading
of the hydrofoil motor ship Meteor after complete disassembly of the shafting system at the stage of defect parts
В настоящее время в мировой практике применяется европейский стандарт ИСО 22628:2002 [7], который предписывает восстанавливать изношенные детали с «некритическим износом», т. е. не приводящие к аварийным разрушениям поверхности, в том числе детали, выполненные из легированных конструкционных сталей. Экономическая целесообразность применения восстановительных операций обусловлена меньшими трудовыми затратами по сравнению с изготовлением новой детали, особенно такой сложной, как вал валопровода. Согласно данному стандарту, рекомендуемая ремонтная технология на восстановленных деталях должна обеспечивать необходимые механические свойства (например, износостойкость), соизмеримые со свойствами новой детали, но стоимостью до 60 % и менее от стоимости новой.
В настоящее время для восстановления судовых деталей типа вал применяются различные способы, в том числе широко распространенные разного рода наплавки (электродуговая, аргонодуговая, плазменная и т. п.) [8]. Все эти способы отличаются сильным энергетическим объемным воздействием при наплавке детали. К восстанавливаемому участку в целом подводится большое количество тепла, что ведет к короблению детали. Для восстановления геометрической точности и взаимного расположения поверхностей необходимо провести дополнительные операции (правка, механическая лезвийная и абразивная обработка и т. п.), что удорожает ремонтную технологию. Использование таких менее энергонасыщенных по объему распространения энергии технологий нанесения покрытия, как газодинамическое напыление или электроискровое легирование поверхности, при одинаковых физико-механических эксплуатационных свойствах нанесенного покрытия, безусловно, будет иметь широкое распространение.
Исследования видов износа деталей валопровода подтверждают, что при ремонте изношенных деталей примерно 25–30 % имеют износ более 0,4–0,5 мм, а в некоторых случаях износ шеек вала валопровода может достигать до 1 мм на сторону. Причем износ носит комплексный характер и может приводить к появлению отдельных местных вырывов поверхности глубиной 1,5–1,8 мм (см. рис. 1). Целью данной работы является изучение технологий нанесения покрытия, позволяющего существенно повысить циклическую износостойкость поверхностного слоя посадочных шеек вала валопровода судна на подводных крыльях.
Для достижения поставленной цели решались следующие задачи:
– выявление возможностей нанесенных покрытий рассматриваемых технологий (газоплазменного напыления, газодинамического напыления и электроискрового легирования поверхности) противостоять знакопеременным циклическим нагрузкам посредством испытаний на специально изготовленном стенде;
– инструментальная оценка параметров качества (визуальный мониторинг оценки сплошности покрытия, микрогеометрия поверхности, микротвердость поверхности) нанесенного защитного покрытия выбранными технологиями.
В настоящей статье рассматривались три метода нанесения протекторного покрытия на поверхность образцов в виде пластин с размерами 2 × 19 × 50 мм из стали 20Х13 ГОСТ 5632-2014: методы плазменного напыления, газодинамического напыления и электроискрового легирования. Согласно данным сертификата, на заявленную партию листового материала сталь 20Х13 имела твердость 180–185 НВ. Образцы рубили на гильотине (ширина – 19 мм) с последующей разрезкой на длину 50–100 мм в зависимости от задач. На образцах снимались фаски надфилем (1 × 45°).
После механической обработки образцы подвергались пескоструйной обработке абразивом двух видов (корунд белый, фракция 25 мкм; кварцевый песок, фракция 150–130 мкм). В качестве пескоструйной установки использовали экспериментальную пескоструйную камеру «ЭПК-1100» с объемом рабочей зоны 1 100 см3. Пескоструйная установка состоит из пескоструйной камеры «ЭПК-1100», промышленного пылесоса циклонного типа «Корвет 64», винтового компрессора Cube10 Fini, системы трубопроводов, шлангов среднего давления, задвижек и перепускных клапанов. Кинетическая энергия абразивным частицам сообщалась сжатым воздухом от винтового компрессора посредством пневмомагистрали и пескоструйного агрегата (пистолет пневматический инжекторного типа).
Далее на локальные участки образцов наносились покрытия разными технологическими методами в соответствии с регламентом используемых энергетических установок. Наплавляемые материалы выбирались согласно действующему ГОСТ 28844-90 «Покрытия газотермические упрочняющие и восстанавливающие». Фракция порошков находилась в диапазоне 50–100 мкм.
Метод плазменного напыления покрытий осуществлялся с помощью плазматрона, разработанного в экспериментальной лаборатории ФГАОУ ВО «Санкт-Петербургский политехнический университет имени Петра Великого». Процесс плазменного напыления заключался в подаче порошка или проволоки в сжатую с высокой энтальпией и скоростью подачи газа струю, в которой происходят расплавление напыляемого материала. Структура этих покрытий при кристаллизации отличается от структуры литых компактных материалов [8, 9].
Устройство плазматрона состоит из источника питания, плазмотрона, дозатора и системы управления, в которую входит процессор, определяющий толщину покрытий. В качестве наплавочного материала использовался порошок ПС-12 НВК-01, который представляет собой порошковый самофлюсующийся сплав на никелевой основе для газопорошковой наплавки элементов ответственных деталей машин промышленности. Фракция составляет 45–90 мкм. Химический состав: Ni – основа, Cr – 4 % , B – 1 %, Si – 2,8 %, Mo – 3 %. Твердость – 32–37 HRC. Допустимая толщина покрытия может составлять 1–5 мм.
Метод газодинамического нанесения покрытий выполнялся с использованием установки «ДИМЕТ-404», произведенной Обнинским центром порошкового напыления.
Технология газодинамического напыления включает в себя этапы: нагрев сжатого газа (воздуха), подача его в сверхзвуковое сопло и формирование в этом сопле сверхзвукового воздушного потока, подача в этот поток порошкового материала, ускорение этого материала в сопле сверхзвуковым потоком воздуха и направление его на поверхность обрабатываемого изделия [10].
Установка «ДИМЕТ-404» применяется для нанесения различных металлических покрытий на основе алюминия, меди, цинка, никеля, свинца, олова, баббита. Возможно нанесение железа, кобальта, ванадия и некоторых других металлов и композитов. Толщина наносимого покрытия составляет 1–3 мм.
Для газодинамического способа нанесения покрытия применяли специальные Fe-Cr-Al-содержащие порошки «ДИМЕТ».
Метод электроискрового легирования выполнялся с помощью установки ALIER-31 METAL.
Сущность использованного в исследованиях ручного вибрационного процесса электроискрового нанесения покрытий основана на использовании плазменных импульсных искровых разрядов в воздушной среде при периодическом контактировании электрода с изделием, вследствие чего осуществляется перенос и осаждение расходуемого материала электрода на поверхность изделия. При этом электрод является анодом и на него подается плюс от источника генератора импульса, а изделие является катодом и на него подается минус от источника. С помощью данного метода возможно получение утолщенных (толщиной 1–2 мм), наноструктурированных и износостойких покрытий [11].
Для электроискрового легирования применяли сплавы системы Ni-Cr-B-Si.
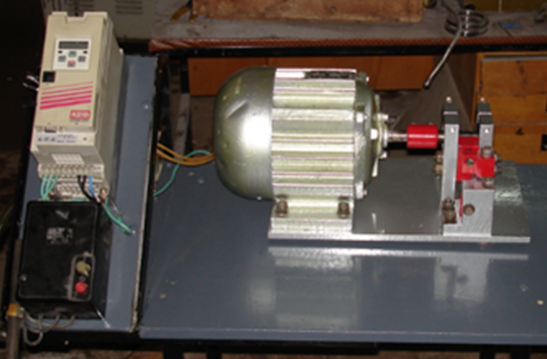
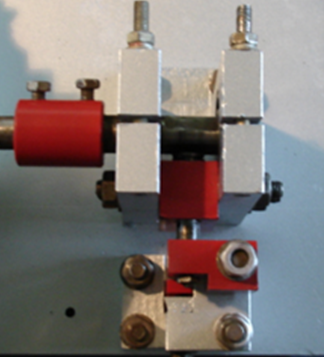
Стенд для испытаний на циклическую усталость. Для испытания образцов на циклическую нагрузку был использован модернизированный стенд собственной конструкции БГТУ «ВОЕНМЕХ» имени Д. Ф. Устинова. Модернизация стенда заключалась в использовании частотного преобразователя, позволяющего плавно варьировать обороты вала асинхронного двигателя. В состав стенда (рис. 2) входит станина, стальное основание, асинхронный электродвигатель, соединительная муфта, узел крепления образцов, образцы, узел создания циклической нагрузки в точке контакта (толкатель, индентор, регулировочная гайка, компенсирующая пружина, корпус узла, пара подшипников качения тяжелой серии, эксцентрикового трехгранного вала).
а б
Рис. 2. Стенд испытаний образцов на циклическую нагрузку:
а – общий вид и рабочее состояние стенда; б – узел нагружения образцов
Fig. 2. Stand for testing samples for cyclic loading:
a - general view and working condition of the stand: б - sample loading unit
Оценка параметров качества нанесенного защитного покрытия осуществлялась с помощью измерительно-вычислительных комплексов (ИВК) [11].
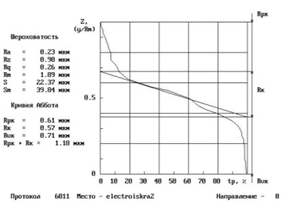
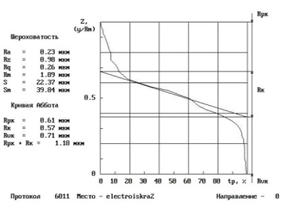
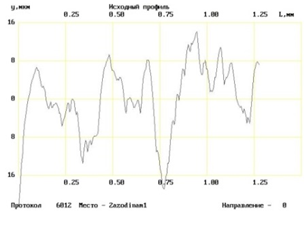
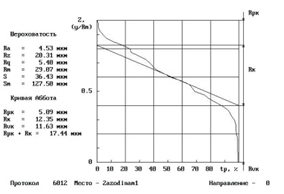
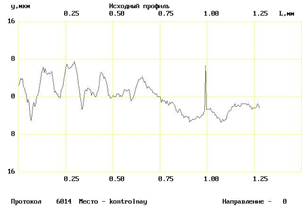
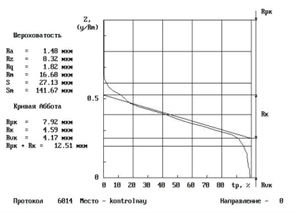
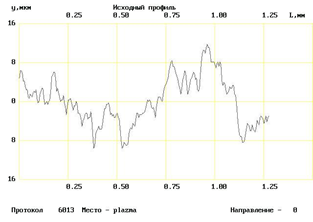
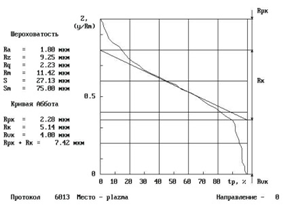
Оценка микрогеометрии поверхности трения рабочих поверхностей образцов осуществлялась на ИВК «Профиль», реализованном на базе стандартного профилографа – профилометра модели «Калибр 201», состоящего из стандартного профилографа-профилометра, персонального компьютера, интерфейса связи профилографа с компьютером и пакета прикладных программ. Профилограф-профилометр реализует в данном комплексе только функции профилографа. Пакет прикладных программ полностью обеспечивает работу оператора при измерении и анализе микрогеометрии в стандарте ГОСТ 2789-73, а также стандарте DIN 4776.
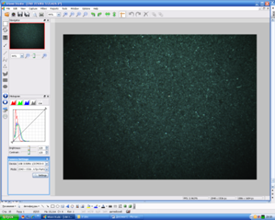
Визуальный мониторинг осуществлялся с помощью ИВК на базе оптического микроскопа «МБС-10» с телевизионной приставкой – цифровая USB-видеокамера Altami USB 3150R6 1/2CMOS.
Измерительно-вычислительный комплекс на базе ПМТ-3 использовался для оценки параметров микротвердости полученных образцов.
Для изучения свойств и превращений в сплавах необходимо не только знать «усредненную» микротвердость, представляющую микротвердость в результате суммарного влияния присутствующих в сплаве фаз и структурных составляющих, но и определять микротвердость отдельных фаз и структур сплава. Микротвердость определяют вдавливанием алмазной пирамидки. Оценка микротвердости покрытия проводилась при нагрузке 50 Н (груз – 500 г).
После процесса пескоструйной подготовки поверхности на образцы наносили защитные покрытия различными методами.
Полученные варианты образцов для испытаний после нанесения покрытия представлены на рис. 3.




а б в г
Рис. 3. Фото образцов покрытий: а – контрольный образец без покрытия, пескоструйная обработка поверхности;
б – газодинамическое напыление; в – воздушно-плазменное напыление покрытия;
г – электроискровый метод нанесения покрытия
Fig. 3. Photo of coating samples: a - uncoated control sample, surface sandblasting; б - gas-dynamic spraying;
в - air-plasma spraying of the coating; г - sample of electrospark coating method
Режимы испытания
Образцы, представленные выше, подвергались испытаниям на стенде с циклической нагрузкой при 1 800 об/мин (30 об/с) вала асинхронного двигателя, что соответствовало 90 ударам в секунду (удар/с) (при умножении на коэффициент «3» (количество лысок рабочего вала стенда)). В качестве индентора использовался шарик подшипника из стали ШХ 15 Ø3 мм. Общее для всех время испытаний – 5 мин – было подобрано экспериментально.
На диаграмме (рис. 4) приведены данные по стойкости покрытий знакопеременным нагрузкам. Критерием было разрушение покрытия под действием индентора, который оставлял отпечаток.
Результаты инструментальной оценки поверхностей после нанесения покрытия представлены в таблице и на рис. 5.

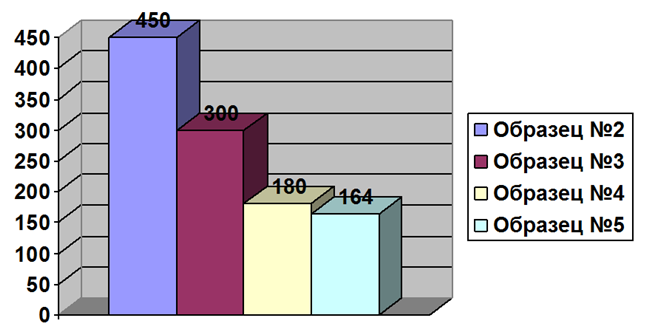
Рис. 4. Диаграмма разрушения поверхностного слоя покрытия образцов при воздействии циклической нагрузки:
образец № 2 – база без покрытия, сталь 45; образец № 3 – газодинамическое покрытие;
образец № 4 – газоплазменное напыление; образец № 5 – электроискровое легирование поверхности
Fig. 4. Diagram of the destruction of the surface layer of the coating of samples under the influence of a cyclic load:
sample No. 2 - uncoated base, steel 45; sample No. 3 - gas-dynamic coating;
sample No. 4 - gas-plasma spraying; sample No. 5 - electrospark alloying of the surface
Результаты оценки микрогеометрии поверхности и визуального мониторинга покрытий
Results of surface microgeometry assessment and visual monitoring of coatings
|
Результаты оценки микрогеометрии поверхности на ИВК «Профиль» |
Визуальный мониторинг на ИВК «МБС-10» |
|
|
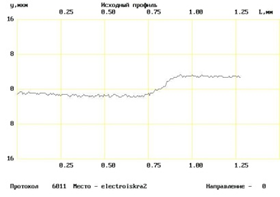
Профилограмма электроискрового покрытия (образец № 5) |
Цифровой зум, увеличение × 100 |
|
 |
 |
 |
|
Профилограмма газодинамического напыления покрытия (образец № 3) |
Цифровой зум, увеличение × 100 |
|
 |
 |
 |
|
Профилограмма контрольной поверхности (без покрытия) после метода пескоструйной очистки (образец № 2) |
Цифровой зум, увеличение ×100 |
|
 |
 |
 |
|
Профилограмма плазменного напыления покрытия в исходном состоянии после механической обработки (образец № 4) |
Цифровой зум, увеличение × 100 |
|
 |
 |
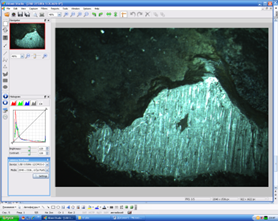 |

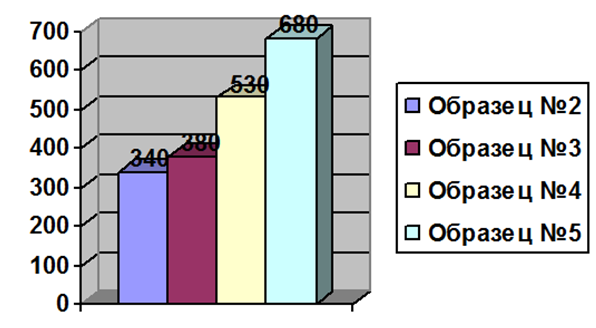
Рис. 5. Диаграмма микротвердости поверхностного слоя покрытия образцов после внедрения
алмазного четырехгранного индентора (по шкале Виккерса – HV): образец № 2 – база, образец без покрытия,
сталь 20Х13, после пескоструйной обработки; образец № 3 – газодинамическое покрытие;
образец № 4 – газоплазменное напыление; образец № 5 – электроискровое легирование поверхности
Fig. 5. Diagram of the microhardness of the surface layer of the coating of the samples after the introduction
of a diamond tetrahedral indenter (on the Vickers scale - HV): sample No. 2 - uncoated base, steel 20X13,
after sandblasting; sample No. 3 - gas-dynamic coating; sample No. 4 - gas-plasma spraying;
sample No. 5 - electrospark alloying of the surface
Выводы
- Наиболее стойким к знакопеременному циклическому воздействию является электроискровое легирование поверхности (образец № 5), средний диаметр отпечатка от шарика составляет 164 мкм.
- Наименьшую шероховатость имеет электроискровое легирование, по параметру Ra составляет 0,32 мкм. Профилограмма подтверждает наименьшее количество микротрещин.
- Наибольшую микротвердость имеет покрытие, нанесенное методом электроискрового легирования, составляет 680 HV.
- Сдерживающим фактором при нанесении покрытий методом электроискрового легирования является ограничение по толщине, что в первую очередь связано с физическими явлениями процесса и подбором оптимального состава материала электрода.
1. Горбаченко Е. О., Цветков Ю. Н. Использование результатов измерения шероховатости поверхности для прогнозирования долговечности материалов гребных винтов при кавитационном изнашивании // Тр. Крылов. гос. науч. центра. 2019. № 4 (390). С. 53-66.
2. Безпальчук С. Н., Буцанец А. А., Петров В. М. Обобщенная модель состояния качества поверхности ответственных деталей судовых энергетических установок, выполненных из композиционных углепластиков // Вестн. Гос. ун-та мор. и реч. флота им. адм. С. О. Макарова. 2015. № 1 (29). С. 97-102.
3. Петров В. М., Безпальчук С. Н., Васильев К. А. Верификация возможности модернизации сложных судовых технических систем и технологических машин // Вестн. Гос. ун-та мор. и реч. флота им. адм. С. О. Макарова. 2014. № 1 (23). С. 64-68.
4. Пантелеенко Ф. И., Лялякин В. П., Иванов В. И. и др. Восстановление деталей машин: справ. М.: Машиностроение, 2003. 672 с.
5. Петров В. М. Применение модификаторов в узлах машин для решения триботехнических задач. СПб.: Изд-во СПбГПУ, 2004. 281 с.
6. РД 31.20.01-97. Правила технической эксплуатации морских судов. Основное руководство. URL: https://legalacts.ru/doc/rd-312001-97-pravila-tekhnicheskoi-ekspluatatsii-morskikh-sudov/ (дата обращения: 01.04.2023).
7. Standard ISO 22628:2002. Road transport. Recyclability and recyclability. Calculation method TC 22. 14.03.2002. 15 p.
8. Хмелевская В. Б., Мосейко Е. С. Исследования нанесенных покрытий для упрочений судовых гребных валов // Современные инструментальные системы, информационные технологии и инновации: сб. тр. конф. (Курск, 22-23 марта 2012 г.). Курск: Изд-во ЮЗГУ, 2012. С. 204-208.
9. Хмелевская В. Б., Мосейко Е. С., Ольховик Е. О. Исследование упрочнения деталей судового валопровода методом покрытия плазменным напылением с ультразвуковой обработкой // Вестн. Гос. ун-та мор. и реч. флота им. адм. С. О. Макарова. 2013. № 3 (19). С. 81-87.
10. Козлов И. А., Лещев К. А., Никифоров А. А., Демин С. А. Холодное газодинамическое напыление покрытий (обзор) // Тр. ВИАМ. 2020. № 8 (90). С. 77-93.
11. Юрченко В. И., Юрченко Е. В., Дикусар А. И. Толстослойные наноструктурированные электроискровые покрытия алюминия и его сплавов // Электрон. обработка материалов. 2019. № 55 (5). С. 1-9.
