












Россия
Россия
Россия
Россия
Проведен сравнительный анализ трибологических характеристик сопряжения «материал облицовки гребного вала – капролон» при работе по схемам прямой и обратной пары трения в условиях граничной смазки при смазывании пресной водой. Испытания проводили на машине трения МИ-1 по схеме «вращающийся ролик – неподвижное кольцо». При испытании прямой пары трения ролики изготавливались из капролона, а кольца из нержавеющей аустенитной стали и оловянистой бронзы БрО5Ц5С5; при испытании обратной пары, наоборот, ролики – из металлического материала, а кольца – из капролона. Смазывание водой осуществляли частичным погружением ролика в ванночку с водой в сочетании со струйной подачей воды в зону трения. Вода подавалась по замкнутому циклу: из ванночки стекала в емкость объемом 10 л и погружным насосом подавалась струей в зону трения. Часть воды постоянно отбиралась из емкости и пропускалась через охлаждающее устройство, что позволяло поддерживать температуры воды в постоянном диапазоне 20 ± 3 оС. Независимо от того, по какой схеме работает сопряжение, шероховатость металлического контртела практически не изменяется, а значения высотного параметра шероховатости капролона изменяются очень сильно и приближаются к значениям параметра шероховатости металла. Переход от схемы обратной пары к схеме прямой пары трения приводит при прочих равных условиях к увеличению давления в зоне контакта почти в три раза, что ухудшает условия для существования пленки воды на поверхности трения. Последнее обстоятельство в сочетании с особенностями приработки элементов пары трения «сплав облицовки – капролон» приводит к тому, что в прямой паре трения увеличивается доля деформационной составляющей трения. Сделан вывод о том, что в прямых парах по сравнению с обратными парами кратно увеличиваются износ капролонового элемента и коэффициент трения.
дейдвудный подшипник, капролон, оловянистая бронза, нержавеющая сталь, пресная вода, прямая пара трения, обратная пара трения, коэффициент трения, скорость изнашивания, шероховатость, краевой угол смачивания
Введение
Вопрос обеспечения надежности дейдвудных подшипников, смазываемых водой, является очень актуальным: выход из строя дейдвудного подшипника приводит к невозможности эксплуатации судна и часто к аварийной ситуации [1]. По данным Российского морского регистра судоходства, количество отказов дейдвудных подшипников, смазываемых водой, преобладает среди отказов элементов судового движительного комплекса [2]. Дейдвудные подшипники, смазываемые водой, уступают по многим эксплуатационным характеристикам дейдвудным подшипникам, смазываемым маслом [3], в частности они имеют более высокое трение, и основная причина выхода из строя дейдвудных подшипников, смазываемых водой, – повышенный износ. Однако постоянно ужесточающиеся экологические требования способствуют все более широкому применению неметаллических дейдвудных подшипников, смазываемых водой, и проведению исследований по разработке новых материалов для таких подшипников [4, 5]. До сих пор, согласно статистике, самым распространенным материалом для изготовления дейдвудных подшипников, смазываемых водой, является капролон. Из-за веса гребного винта кормовой участок кормовых капролоновых дейдвудных подшипников интенсивно изнашивается, что приводит к смещению в нос точки опоры гребного вала на кормовой дейдвудный подшипник и, как следствие, увеличению длины консоли и снижению частоты собственных колебаний гребного вала, что может привести к резонансным колебаниям гребного вала [6].
Известно, что одни и те же материалы в конкретном трибосопряжении можно сочетать по схемам прямой и обратной пары трения [7], деление на которые определяется соотношением твердости и площадей поверхности трения элементов пары трения. Как правило, обратные пары трения отличаются более высокой надежностью в эксплуатации, однако и прямые пары нередко применяются в технике.
Пара трения «капролоновый дейдвудный подшипник – бронзовая или стальная облицовка гребного вала» – типичный пример обратной пары трения. В работе [8] в качестве мероприятия по снижению износа в сопряжении дейдвудного подшипника с облицовкой вала, смазываемого водой, предложили использовать прямые пары трения (понятия прямой и обратной пар трения используются в соответствии с определениями, приведенными в трудах Д. Н. Гаркунова), т. е. предложено изготавливать облицовки гребных валов из капролона, а дейдвудный подшипник – из оловянистой бронзы БрО10Ц2 или нержавеющей стали типа Х18Н9Т. Проблему ослабления натяга между капролоновой облицовкой и шейкой гребного вала предложено решать применением в соединении специально разработанного клеевого состава. Опыт эксплуатации капролоновой облицовки на буксирном судне в течение 2 тыс. ч показал положительные результаты, и, по утверждению авторов, капролоновая облицовка сохранила свое положение на гребном валу, а зазор в дейдвудном подшипнике практически не изменился. Тем не менее не были приведены численные значения зазора (исходного и после эксплуатации) и, естественно, не исследовался вопрос влияния на трибологические характеристики сопряжения при переходе от обратной к прямой паре трения.
В статье [9] сделана попытка исследования прямых и обратных пар трения в сопряжении «бронза – капролон», однако эти эксперименты нельзя назвать полными, т. к. в них не учитывалась кинетика изменения коэффициента трения в прямых и обратных парах трения, а эксперименты были проведены только для сопряжения «оловянистая бронза – капролон».
Цель работы – оценка целесообразности перехода в дейдвудных подшипниках от схемы обратной к схеме прямой пары трения.
Методика эксперимента
Опыты проводили на модернизированной машине трения – МИ-1 (рис. 1). Сопряжение облицовки гребного вала и дейдвудного подшипника имитировалось парой трения «ролик – кольцо» при частоте вращения ролика n = 200 об/мин. Осуществлялось комбинированное смазывание, реализуемое частичным погружением вращающегося ролика в ванночку с водой в сочетании со струйной подачей мягкой пресной воды в зону трения. Воду подавали по замкнутому контуру погружным насосом из емкости объемом 10 л; часть воды для поддержания ее температуры в диапазоне 20 ± 3 оС пропускали с помощью того же насоса через блок охлаждения.
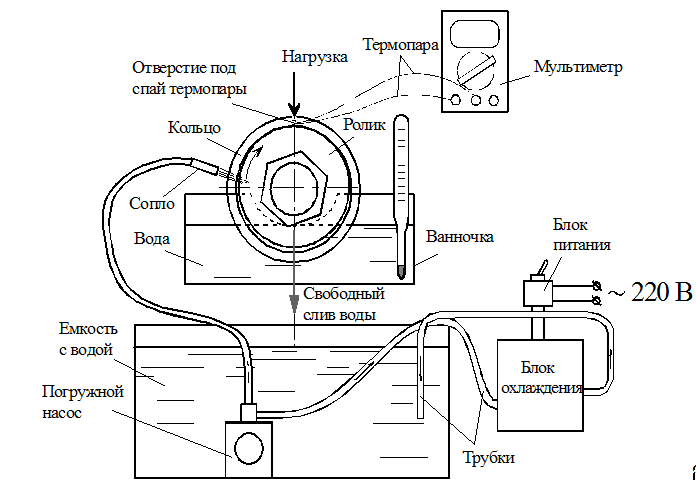
Рис. 1. Схема эксперимента
Fig. 1. Experimental scheme
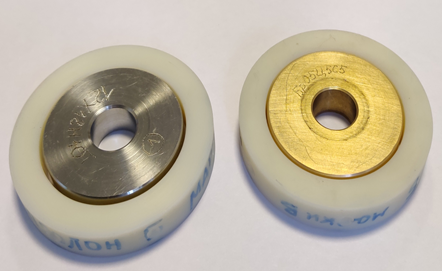
Общий вид, размеры и материалы элементов пары трения представлены на рис. 2 и в табл. 1. В ходе испытания сочетания бронзы БрО5Ц5С5 с капролоном провели только одну серию опытов при нагрузке на пару трения FN = 588 Н. При испытании сочетания нержавеющей стали с капролоном провели три серии опытов при нагрузках на пару трения FN = 588, 392 и 196 Н.
При каждой нагрузке и прямую, и обратную пару трения испытывали по три раза, а за окончательный результат брали среднее арифметическое полученных результатов в трех параллельных опытах.
 |
 |
|
а |
б |
Рис. 2. Фото обратных (а) и прямых (б) пар трения: слева на каждом фото – сопряжения нержавеющей стали и капролона, справа – оловянистой бронзы и капролона
Fig. 2. Photos of reverse (a) and forward (б) friction pairs: on the left in each photo are stainless steel and nylon couplings, on the right – tin bronze and nylon couplings
Таблица 1
Table 1
Характеристики испытанных пар трения
Characteristics of the tested friction pairs
|
Пара трения |
Вращающийся ролик |
Неподвижное кольцо |
||
|
Материал |
Размеры, мм |
Материал |
Форма и размеры, мм |
|
|
Обратная |
БрО5Ц5С5 |
Диаметр – 49,90; |
Капролон |
Внутренний диаметр – 50,96; ширина – 12,0 |
|
Прямая |
Капролон |
Диаметр – 49,94; |
БрО5Ц5С5 |
Внутренний диаметр – 50,62; ширина – 12,0 |
|
Обратная |
12Х18Н10Т |
Диаметр – 49,1; ширина – 12,1 |
Капролон |
Внутренний диаметр – 51,0; ширина – 12,04 |
|
Прямая |
Капролон |
Диаметр – 49,94; |
17Х18Н9 |
Внутренний диаметр – 50,50; ширина – 12,08 |
Перед каждым параллельным опытом поверхность трения роликов перешлифовывалась, чтобы обеспечить примерно одинаковую исходную шероховатость, а кольцевой образец поворачивали на некоторый угол, чтобы в следующем опыте контакт приходился на «свежее» место.
До и после испытаний измеряли шероховатость поверхности трения роликов и колец, а также взвешиванием определяли их износ по потерям массы.
Испытания сопряжения оловянистой бронзы и капролона
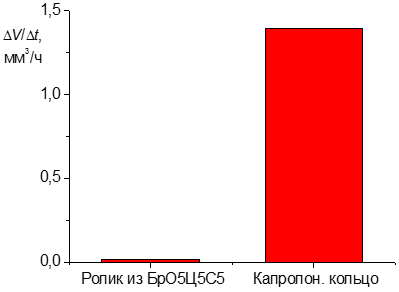
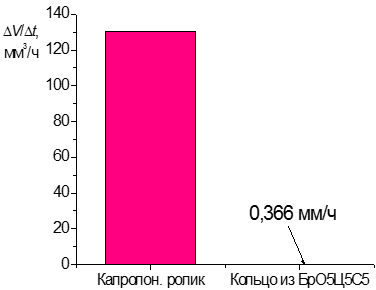
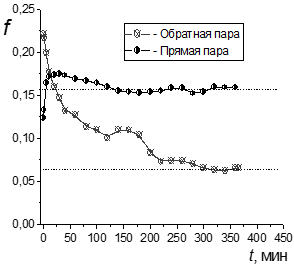
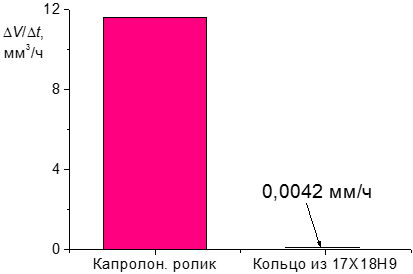
Изменение коэффициента трения с течением времени испытаний показано на рис. 3. Если приработка обратной пары имеет выраженный характер: коэффициент трения повышается, а потом снижается почти в 5 раз и стабилизируется, то в прямой паре приработка отсутствует. При этом скорость изнашивания капролонового элемента сопряжения при переходе от обратной к прямой паре трения увеличивается на два порядка (рис. 4).
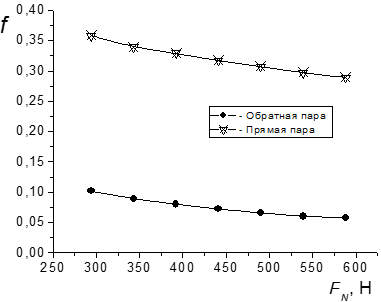
Варьирование нагрузки на пару трения после приработки при 588 Н показала схожий характер закономерностей коэффициента и силы трения от нагрузки (рис. 5), тем не менее отмеченное соотношение коэффициентов трения остается примерно постоянным во всем диапазоне нагрузок (рис. 5, а).
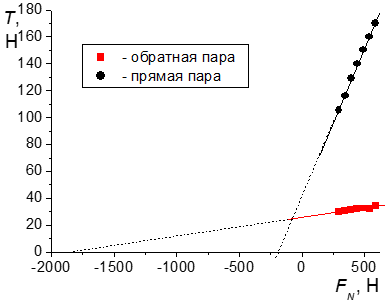
Зависимости T(FN) имеют линейный характер (рис. 5, б), экстраполяция которых до значений силы трения T = 0 позволила получить значения сил адгезии Fa, действующих между поверхностями трения: для обратной пары трения Fa ≈ 1 800 Н, а для прямой Fa ≈ 200 Н.
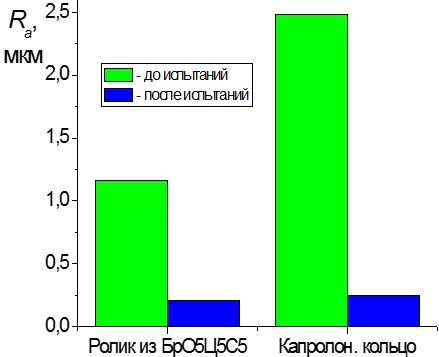
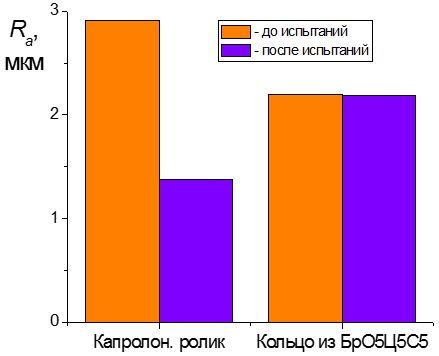
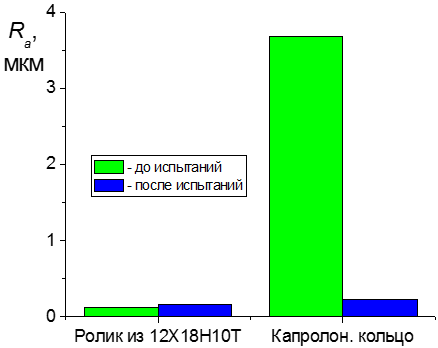
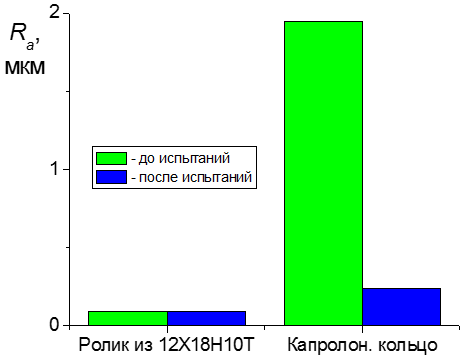
Измерение шероховатости элементов пары трения до и после испытаний (рис. 6) подтвердило, что сумма значений параметров Ra для обратной пары составляет примерно 0,46 мкм, а для прямой – 3,5 мкм, т. е. почти на порядок больше. В сравнении с минеральными маслами молекулы воды обладают существенно меньшими размерами и иной пространственной структурой, а поэтому шероховатость поверхности трения играет большую роль в сохранении пленки воды на поверхности трения.

Рис. 3. Зависимость коэффициента трения бронзы БрО5Ц5С5 по капролону в прямых и обратных парах от продолжительности испытаний при нагрузке 588 Н
Fig. 3. Dependence of the coefficient of friction of bronze BrO5Ts5S5 on nylon in forward and reverse pairs on the duration of tests at a load of 588 Н
 |
 |
|
а |
б |
Рис. 4. Скорость изнашивания элементов обратной (а) и прямой (б) пары при трении бронзы БрО5Ц5С5 по капролону
Fig. 4. Wear rate of the elements of the reverse (a) and forward (б) pairs during friction of bronze BrO5Ts5S5 by nylon
а б
Рис. 5. Зависимость коэффициента трения (а) и силы трения (б) бронзы БрО5Ц5С5 по капролону от нагрузки
Fig. 5. Dependence of the coefficient of friction (a) and the friction force (б) of the bronze BrO5Ts5S5 by nylon on the load
 |
 |
|
а |
б |
Рис. 6. Изменение шероховатости поверхности элементов обратной (а) и прямой (б) пары при трении бронзы БрО5Ц5С5 по капролону
Fig. 6. Change in the surface roughness of the elements of the reverse (a) and forward (б) pairs during friction of bronze BrO5Ts5S5 on nylon
При смазывании водой большое влияние на трение оказывает смачиваемость элементов пары трения [10–12], поэтому для объяснения большей адгезии в обратном паре трения, используя результаты, изложенные в статье [13], определили краевые углы смачивания элементов прямой и обратной пары трения, соответствующие шероховатости элементов после приработки (табл. 2). Можно отметить, что и бронзовая, и капролоновая поверхности являются умерено гидрофильными, но в целом сумма краевых углов смачивания капролона и бронзы в обратной паре меньше, чем в прямой, однако не настолько существенно, чтобы это было причиной девятикратной разницы в силе адгезии, действующей при трении по схеме прямой и схеме обратной пары (см. рис. 5, б).
Таблица 2
Table 2
Смачиваемость пресной водой материалов пары трения «бронза БрО5Ц5С5 – капролон»⃰⃰
Fresh water wettability of friction pair materials “bronza BrO5Ts5S5 – nylon”
|
Материал |
Обратная пара «бронзовый ролик – капролоновое кольцо» |
Прямая пара «капролоновый ролик – бронзовое кольцо» |
||
|
Ra после |
Краевой угол, |
Ra после |
Краевой угол, |
|
|
Капролон |
0,250 |
74,1 |
1,378 |
68,9 |
|
Бронза БрО5Ц5С5 |
0,210 |
66,5 |
2,191 |
76,7 |
⃰ Нагрузка составляет 588 Н.
Согласно [14, 15], можно предположить существование следующих зон контакта при трении капролона по металлической поверхности в условиях смазывания водой (рис. 7): участков 1 граничного трения, на которых существует граничная пленка, состоящая из адсорбированных молекул воды; участков 2, представляющих собой микрозазоры, полностью заполненные водой, и участков 3 – микрозазоров, заполненных водой частично, при этом из-за гидрофильности поверхностей трения (см. табл. 2) в частично заполненном водой зазоре образуется мениск 3.
В соответствии с рис. 7 силу трения металла по полимеру можно разложить на следующие составляющие:
|
Т = Тжид + Тгр + Ткап1 + Ткап2, |
(1) |
где Тжид – сила трения на участках жидкостной смазки (участки 2 на рис. 7); Тгр – сила трения на участках граничной смазки (участки 1); Ткап1 – капиллярная составляющая трения, обусловленная поверхностным натяжением воды из-за появления мениска на участках 3; Ткап2 – капиллярная составляющая трения на участках 3, обусловленная неравенством углов смачивания α1 и α2 вследствие движения металлической поверхности.
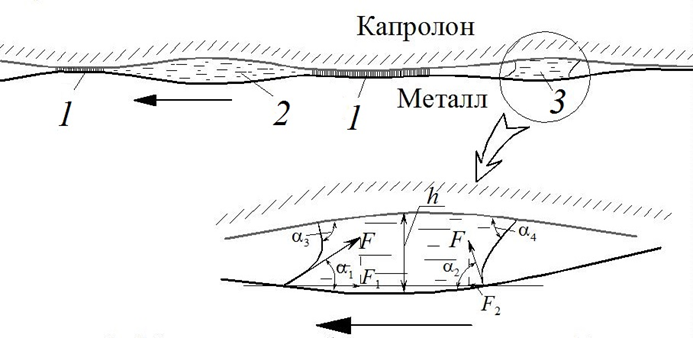
Рис. 7. Схема контакта капролона и бронзы при трении при смазывании водой
Fig. 7. Contact diagram of nylon and bronze during friction during water lubrication
Согласно анализу, изложенному в статье [15], составляющими Тжид и Ткап2 можно пренебречь и трение определяется главным образом значением Тгр и Ткап1.
По всей видимости, существенно более низкая шероховатость поверхностей трения в обратной паре в сочетании с большей площадью пятна износа на неподвижном элементе пары трения приводит к тому, что давления в зоне контакта в обратной паре трения в несколько раз ниже, чем в прямой паре трения, что приводит к возможности существования большего количества участков 3, а следовательно, капиллярной составляющей Fкап адгезии, при этом сила прижима от действия составляющей Fкап передается на участки 1, вызывая появления составляющей Ткап1 (1). В прямой паре трения участков 3 существенно меньше, а поэтому и существенно меньше сила адгезии. Кратное же превышение коэффициента трения в прямой паре, по сравнению с обратной (см. рис. 5, а), обусловлено, вероятно, большой долей деформационной составляющей трения. Последнее подтверждается и стократным превышением скорости изнашивания капролонового ролика в прямой паре по сравнению с капролоновым кольцом в обратной паре (см. рис. 4), при этом шероховатость бронзового кольца в процессе работы прямой пары трения почти не изменяется (см. рис. 6, б), т. е. микровыступы бронзовой поверхности осуществляют микрорезание поверхности капролонового ролика.
Испытания сопряжения нержавеющей стали и капролона
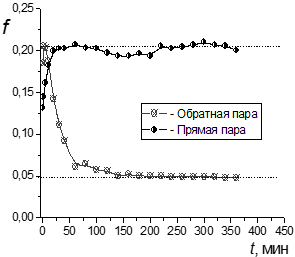
С целью выяснения причин плохой работы прямой пары трения провели эксперименты на сопряжении «капролон – нержавеющая сталь» при разных нагрузках на пару трения. Согласно рис. 8 при всех нагрузках, при которых проводились испытания (588, 392 и 196 Н), коэффициент трения в прямой паре кратно превышает коэффициент трения в обратной паре, причем разница в коэффициентах трения в обратной и прямой парах трения увеличивается с уменьшением нагрузки.
 |
 |
|
|
а |
б |
в |

Рис. 8. Осредненная зависимость коэффициента трения в прямой и обратной парах при трении нержавеющей стали по капролону в пресной воде при нагрузке: а – 588 Н; б – 392 Н; в – 196 Н
Fig. 8. The average dependence of the coefficient of friction in the forward and reverse pairs when stainless steel is rubbed against nylon in fresh water under load: a – 588 N; б – 392 N; в – 196 N
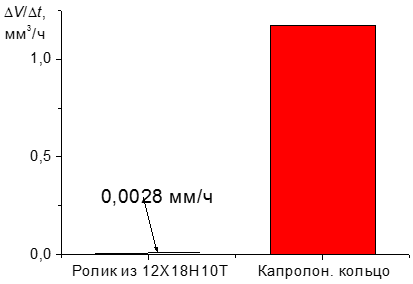
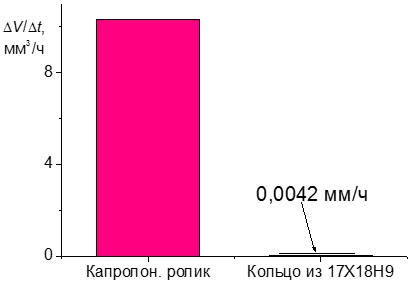
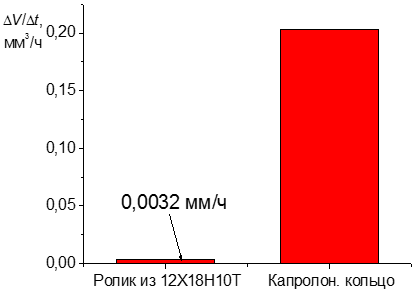
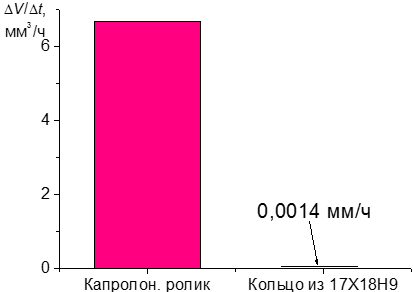
Так же, как и при испытании сопряжения «бронза – капролон», в сопряжении «сталь – капролон» отмечается существенное увеличение скорости изнашивания капролонового элемента при переходе от схемы обратной к схеме прямой пары трения (рис. 9), но порядок увеличения меньше, чем при испытании сопряжения «бронза – капролон».
 |
 |
|
а |
б |
 |
 |
|
в |
г |
 |
 |
|
д |
е |
Рис. 9. Скорость изнашивания элементов обратной (а, в, д) и прямой (б, г, е) пар трения «нержавеющая сталь – капролон» при нагрузке: а, б – 588 Н; в, г – 392 Н; д, е – 196 Н
Fig. 9. The wear rate of the elements of the reverse (a, в, д) and forward (б, г, е) pairs of friction “stainless steel – nylon” under load: a, б – 588 N; в, г – 392 N; д, е – 196 N
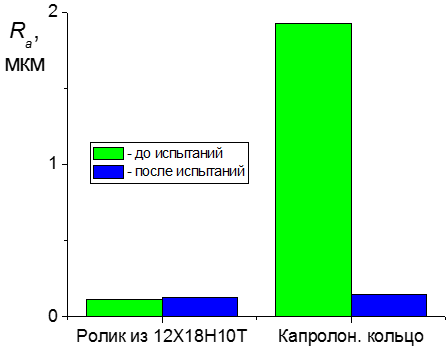
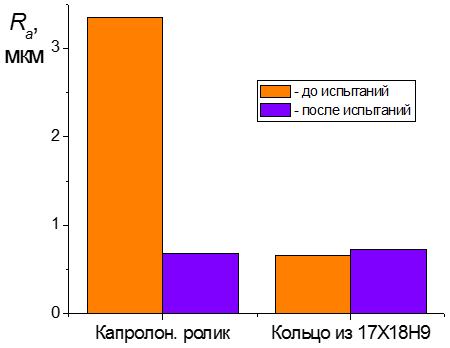
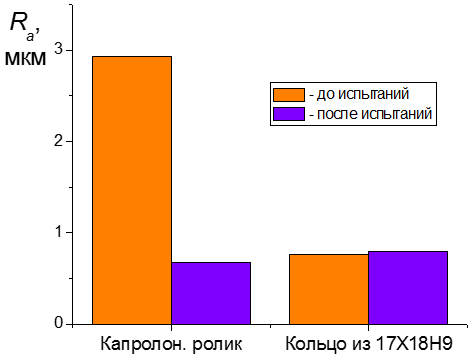
Измерения шероховатости элементов обратной и прямой пар трения до и после испытаний показали ту же тенденцию, что и при испытании сопряжения «бронза – капролон», а именно: высотный параметр шероховатости капролонового элемента (капролонового ролика в прямой паре и капролонового кольца в обратной паре) принимает значение, равное значению параметра шероховатости стального контртела, при этом шероховатость последнего в результате трения не изменяется (рис. 10). По всей видимости, при реализации схемы прямой пары трения на практике необходимо было бы обеспечить как можно меньшую шероховатость поверхности трения стального вкладыша, что технологически значительно сложнее обеспечить по сравнению с обработкой наружной поверхности.
 |
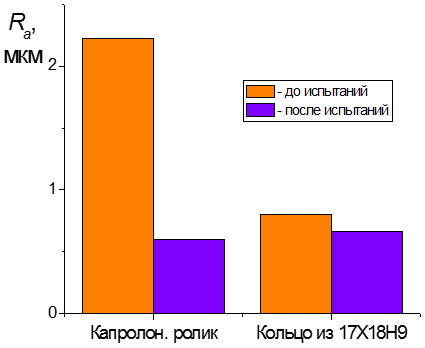 |
|
а |
б |
 |
 |
|
в |
г |
 |
 |
|
д |
е |
Рис. 10. Изменение шероховатости поверхности элементов обратной (а, в, д) и прямой (б, г, е) пар трения «нержавеющая сталь – капролон» при нагрузке: а, б – 588 Н; в, г – 392 Н; д, е – 196 Н
Fig. 10. Change in surface roughness of the elements of the reverse (a, в, д) and forward (б, г, e) friction pairs “non-rusting steel – nylon” under load: a, б – 588 N; в, г – 392 N; д, е – 196 N
Суммарные значения краевых углов смачивания сопряженных поверхностей, рассчитанные по модели, представленной в [13], для шероховатости, установившейся после испытаний, практически одинаковы для обратной и прямой пары трения (табл. 3). Таким образом, причины разницы в коэффициентах трения и износах в обратной и прямой парах трения не связаны со смачиваемостью.
Таблица 3
Table 3
Смачиваемость пресной водой материалов сопряжения «нержавеющая сталь – капролон», работающего по схеме обратной и прямой пары трения
Fresh water wettability of “stainless steel – nylon” coupling materials operating according to the scheme of reverse and forward pairs of friction
|
Нагрузка, Н |
Материал элемента |
Обратная пара «стальной ролик – капролоновое кольцо» |
Прямая пара «капролоновый ролик – стальное кольцо» |
||
|
Ra после |
Краевой угол, |
Ra после |
Краевой угол, град |
||
|
588 |
Капролон |
0,232 |
74,1 |
0,599 |
72,4 |
|
Сталь |
0,154 |
82,5 |
0,663 |
84,2 |
|
|
392 |
Капролон |
0,144 |
74,7 |
0,681 |
72,0 |
|
Сталь |
0,124 |
83,4 |
0,728 |
86,7 |
|
|
196 |
Капролон |
0,236 |
74,2 |
0,674 |
72,0 |
|
Сталь |
0,092 |
84,5 |
0,798 |
90,0 |
|
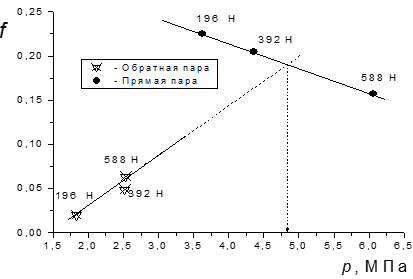
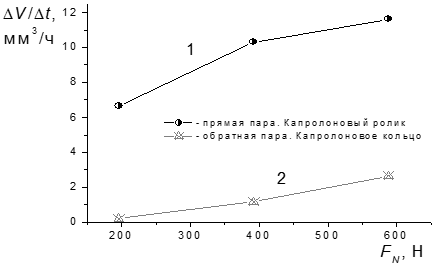
Измерения площади очагов износа на неподвижных элементах прямых и обратных пар трения позволили рассчитать средние давления в зоне контакта. Как видно, зависимости коэффициента трения от давления в контакте разные для прямых и обратных пар трения (рис. 11). Для прямых пар зависимость f(p) убывающая, а для обратных – возрастающая, что указывает на разные причины трения: в обратной паре адгезионная составляющая трения является превалирующей, тогда как в прямой паре существенную роль начинает играть деформационная составляющая. При одной и той же нагрузке на прямую и обратную пару трения у последней в зоне контакта давления почти в три раза ниже, чем в прямой паре трения.
 |
 |
|
а |
б |
Рис. 11. Зависимости коэффициента трения от давления в контакте (а) и скорости изнашивания от нагрузки (б) в сопряжении нержавеющей стали и капролона при смазывании водой (числа у экспериментальных точек показывают нагрузку на пару трения)
Fig. 11. Dependences of the coefficient of friction on the contact pressure (a) and the wear rate on the load (б) in the coupling of stainless steel and nylon when washed with water (the numbers at the experimental points show the load on the friction pair)
Именно более высокие давления в прямой паре трения, по сравнению с обратной при одной и той же нагрузке, являются причиной кратного увеличения скорости изнашивания в прямой паре трения по сравнению с обратной (рис. 11, б).
Заключение
При трении сплавов, применяемых для изготовления облицовок гребных валов, по капролону в условиях граничной смазки в воде, независимо от того, по какой схеме работает сопряжение – по схеме прямой или обратной пары, шероховатость металлического контртела практически не изменяется, а шероховатость поверхности трения капролона изменяется очень существенно. При этом прослеживается четкая тенденция приближения при трении значений высотного параметра шероховатости капролона к значениям параметра шероховатости металла.
Переход работы трибосопряжения «сплав облицовки – капролон» от схемы обратной пары к схеме прямой пары трения приводит при прочих равных условиях к увеличению давления в зоне контакта почти в три раза.
Кратное увеличение давления при переходе к схеме прямой пары трения с учетом малой вязкости и сравнительно малых размеров молекул воды существенно ухудшает условия для существования пленки воды на поверхности трения. Последнее обстоятельство в сочетании с особенностями приработки элементов пары трения «сплав облицовки – капролон» приводит к тому, что в прямой паре трения увеличивается доля деформационной составляющей трения. Как следствие, в прямых парах по сравнению с обратными парами кратно увеличиваются износ капролонового элемента и коэффициент трения.
Возможный путь существенного снижения износа капролонового элемента и трения в прямой паре «сплав облицовки – капролон» – обеспечение очень низкой исходной шероховатости поверхности трения металлического контртела. Однако технологически механическая обработка внутренних поверхностей вращения сложнее обработки наружных поверхностей вращения, что на практике приведет к существенному увеличению материальных затрат.
1. Litwin W. Water-lubricated bearings of ship propeller shafts – problems, experimental tests and theoretical investigations // Polish Maritime Research. 2009. V. 16. Iss. 4. P. 41–49. DOIhttps://doi.org/10.2478/v10012-008-0055-z.
2. Litwin W. Experimental research on marine oil-lubricated stern tube bearing // Proceedings of the Institution of Mechanical Engineers. Part J: Journal of Engineering Tribology. 2019. V. 233. Iss. 11. P. 1773–1781. DOIhttps://doi.org/10.1177/1350650119846004.
3. Лысенков П. М. Экологически чистая трибосистема судового движительного комплекса // Трение, износ, смазка. 2019. Т. 21. № 80. С. 1–7.
4. Григорьев А. К., Звягинцев В. Н. Стендовые испытания подшипника скольжения из антифрикционного материала Торплас фирмы «Thordon Bearings Inc.» // Вопр. материаловедения. 2006. № 2 (46). С. 166–172.
5. Westerbaan D., Breton D., Sdao M., Dumanski E., Paciocco M. Eliminating oil and plastic pollution in marine Bearings; an analysis on lignum vitae’s enviromental impact – Part 1: Availability, Material properties and oil pollution // FPS-SWST Joint Convention. 2025. P. 1–29.
6. Халявкин А. А., Комаров М. П., Мамонтов В. А. Оценка влияния износа кормового дейдвудного подшипника на собственную частоту при поперечных колебаниях валопровода судна // Вестн. Астрахан. гос. техн. ун-та. Сер.: Морская техника и технология. 2014. № 3. С. 13–20.
7. Гаркунов Д. Н. Триботехника (конструирование, изготовление и эксплуатация машин). М.: Изд-во МСХА, 2002. 632 с.
8. Прокудин В. Г., Черепнин В. А., Грингауз Д. Л., Молодецкий Э. П. Применение капролона для облицовок гребных валов // Экспресс-информ. Сер.: Судоремонт. 1983. Вып. 17 (506). С. 15–20.
9. Цветков Ю. Н., Журавлева К. Е. Механизм трения капролона по оловянистой бронзе в условиях граничной смазки // Вестн. Гос. ун-та мор. и реч. флота им. адм. С. О. Макарова. 2020. № 4 (62). C. 745–756. DOIhttps://doi.org/10.21821/2309-5180-2020-12-4-745-756.
10. Peng L., Hsia F. C., Woutersen S., Bonn M., Weber B., Bonn D. Nonmonotonic Friction due to Water Capillary Adhesion and Hydrogen Bonding at Multiasperity Interfaces // Physical Review Letters. 2022. N. 129. P. 256101. DOIhttps://doi.org/10.1103/PhysRevLett.129.256101.
11. Borruto A., Crivelloni G., Marani F. Influence of surface wettability on friction and wear tests // Wear. 1998. V. 222. P. 57–65.
12. Zhang Z., Cui Z., Wang H., Jiang C., Zhao J., Ren L. Tribological performance of microstructured surfaces with different wettability from superhydrophilic to superhydrophobic // Biosurface and Biotribology. 2020. V. 6. Iss. 4. P. 118–123.
13. Цветков Ю. Н., Павлова К. Д., Светловская А. С. Смачиваемость водой материалов дейдвудных трибосопряжений // Вестн. Гос. ун-та мор. и реч. флота им. адм. С. О. Макарова. 2025. Т. 17. № 1. С. 115–126. DOIhttps://doi.org/10.21821/2309-5180-2025-17-1-115-126.
14. Мур Д. Основы и применения трибоники. М.: Мир, 1978. 487 с.
15. Цветков Ю. Н., Ивко И. Е., Павлова К. Д. Трибологические характеристики материалов дейдвудных подшипников при трении в пресной и морской воде // Судостроение. 2025. № 5 (882). С. 19–29.
