





Russian Federation
The article discusses the ways of rational use of hydrocarbon raw materials in order to obtain isoparaffin and aromatic hydrocarbons. The possibilities of joint processing of the 75-100°C fraction have been studied from gas condensate and propane-butane fraction (PBF) in an anhydrous environment and in the presence of a modified zeolite-containing catalyst. The regularities of the yield of aromatic and isoparaffinic hydrocarbons of the anhydrous process of catalytic conversion of combined hydrocarbon raw materials on a zeolite-containing Pt/Beta catalyst modified by 0.5% wt have been established platinum. So, when converting a fraction of 75-100°C. With a temperature range of 300-350°C, the content of isoparaffins in liquid products increases by more than 20% by weight. A further increase in temperature is accompanied to a greater extent by the formation of aromatic hydrocarbons. The total content of benzene, toluene, xylenes is about 20% by weight. Similar trends are observed when testing the propane-butane fraction. The greatest increase in isoparaffin hydrocarbons is also observed at a temperature of 300°C. Their content in liquid and gaseous products increases by an average of 10%. The main share in this process is accounted for by iso-butane. Accordingly, an increase in the reaction temperature by 100°C increases the formation of benzene and toluene by 11% by weight. More significant results were obtained during the joint transformation of the 75-100°C fraction and the propane-butane fraction. At a reaction temperature of 300°C, a high content of iso-butane is observed in gaseous products, which allows them to be involved in petrochemical processes. The content of isoparaffins in liquid products increases by 50% by weight, which makes them valuable as a high-octane component of motor fuels. Favorable temperatures for the production of aromatic hydrocarbons are 400°C and above.
zeolites, catalysts, high-octane components, propane-butane fraction, gasoline fraction, isoparaffins, aromatic hydrocarbons
Введение
Объем производства высокооктановых бензинов непрерывно растет во всем мире, что вызывает необходимость совершенствования технологических процессов их получения.
При этом проблема производства высокооктанового автомобильного топлива, отвечающего современным мировым требованиям, из продуктов первичной переработки нефтяного и газоконденсатного сырья занимает одну из лидирующих позиций в нефтеперерабатывающей отрасли и связана с необходимостью более рационального использования природных ресурсов.
Среди приоритетных задач, которые стоят перед нефтегазовым комплексом России, выделяется рациональное использование природного и попутного газа, отходящих газов нефтепереработки и нефтехимии.
Одним из возможных направлений переработки компонентов природного и попутного газов является их использование в виде комбинированного сырья для получения ароматических углеводородов, используемых как моторное топливо или высокооктановую добавку к бензинам.
Комплексный подход к решению проблемы продиктован необходимостью изыскания рациональных химических путей создания заданных продуктов с заданными свойствами, рациональной организации технологического процесса, разработка и использование катализаторов, в т. ч. и на основе цеолитов [1].
Синтетические цеолиты широко применяются в различных процессах переработки углеводородного сырья.
Активность и селективность цеолитных катализаторов зависит от ряда факторов – природы обменного катиона, степени ионного обмена и декатионирования, силикатного модуля, кислотной функции цеолита, количества, природы и дисперсности металла, а также условий активации и регенерации [2].
В промышленной технологии производства катализаторов нанесение металла на твердый носитель обычно осуществляли методом пропитки из растворов соответствующих солей.
Модифицирование цеолитсодержащих катализаторов металлами усиливает их гидрирующую – дегидрирующую функции и влияет на их активность, селективность и стабильность в таких процессах, как каталитический крекинг, гидрокрекинг, ароматизация парафиновых и нафтеновых углеводородов, изомеризация парафиновых и ароматических углеводородов.
Каталитическая изомеризация позволяет получать высокооктановые компоненты к моторным топливам, соответствующие современным требованиям международных стандартов. В то же время в результате реакций ароматизации получают ценные для нефтехимии ароматические углеводороды. При этом применение комбинированного сырья позволяет обеспечивать гибкость производственного процесса и возможность вовлекать продукты первичной переработки, способствующие повышению эффективности производства и улучшению экологической обстановки.
Целью исследования является подбор параметров для эффективного проведения каталитического превращения смеси пропан-бутановой и бензиновой фракций на цеолитсодержащих катализаторах.
Объекты и методы исследования
В качестве объекта исследования была выбрана гидроочищенная фракция 75–100 °С Астраханского газоперерабатывающего завода (ГПЗ) [3] и пропан-бутановая фракция (ПБФ).
Исследования проводили при атмосферном давлении на проточной установке лабораторного типа (рис. 1), процесс проводился в интервале температур 250–450 °С при объемной скорости подачи бензиновой фракции 2 и 100 ч–1 ПБФ.
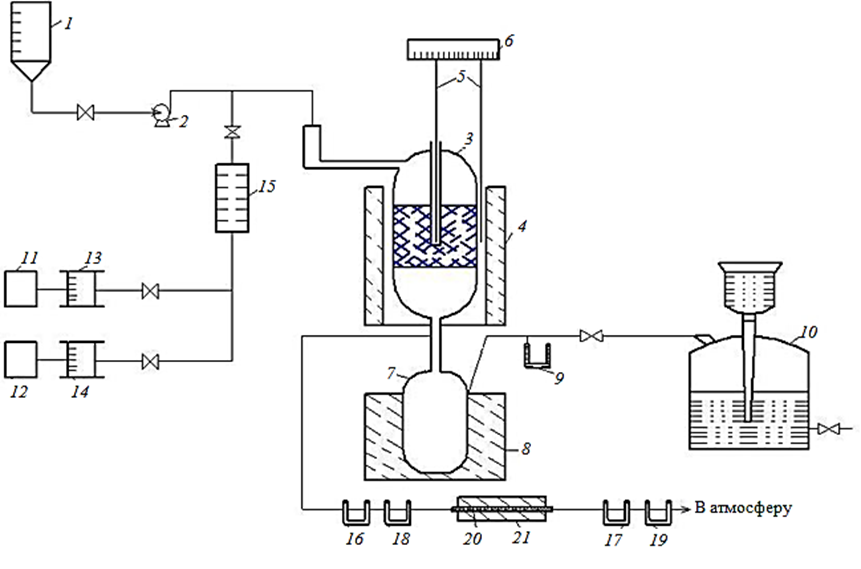
Рис. 1. Схема экспериментальной установки: 1 – мерная емкость; 2 – насос; 3 – реактор; 4 – печь; 5 – термопары;
6 – потенциометр; 7 – приемник; 8 – устройство для охлаждения; 9 – манометр; 10 – газометр; 11, 14 – баллоны;
12, 15 – редукторы; 13, 16 – ротаметр; 17 – система осушки; 18, 22 – поглотительные трубки с CaCl2;
19, 23 – поглотительные трубки с аскаритом; 20 – трубка дожига с CuO; 21 – печь дожига
Fig. 1. Scheme of the experimental setup: 1 – dimensional tank; 2 – pump; 3 – reactor; 4 – furnace; 5 – thermocouples;
6 – potentiometer; 7 – receiver; 8 – cooling device; 9 – pressure gauge; 10 – gasometer; 11, 14 – cylinders;
12, 15 – gearboxes; 13, 16 – rotameter; 17 – drying system; 18, 22 – absorption tubes with CaCl2;
19, 23 – absorption tubes with ascarite; 20 – afterburning tube with CuO; 21 – afterburning furnace
Продолжительность опытов – 60 мин, объем загружаемого в реактор катализатора – 10 см3.
Сырье из мерной емкости 1 прокачивалось насосом 2 и затем поступало в кварцевый реактор 3. Необходимая температура в реакторе устанавливалась при помощи печи 4. В болванку печи была помещена регулирующая термопара 5 марки ХА К–2. Температура внутри реактора замерялась также с помощью термопары марки ХА К–2 и регистрировалась потенциометром 6.
В реактор загружалось 10 см3 катализатора фракции 0,5–1 мм. Продукты превращений углеводородного сырья из реактора поступали в приемник 7, помещенный в охлаждающую емкость со смесью льда и соли 8. Несконденсировавшиеся углеводороды собирались в откалиброванный газометр 10. Уровень давления регулировался манометром 9. После проведения опыта катализатор в течение 10 минут продувался азотом, подаваемым с помощью редуктора 12 из баллона 11 со скоростью 0,3 л/ч, устанавливаемой по ротаметру 13.
Закоксованный катализатор регенерировался в течение 2 ч при температуре 550 °С в токе предварительно осушенного с помощью хлористого кальция и цеолита NaХ воздуха, который подавался в реактор из баллона 14 со скоростью 1,0 л/ч, устанавливаемой редуктором 15 и ротаметром 16. Продукты регенерации из реактора проходили через последовательно расположенные поглотительные трубки 20, заполненные хлористым кальцием и аскаритом, далее поступали в печь дожига 21, где происходило окисление СО в СО2. Окись меди
в печи дожига предварительно окислялась в токе воздуха при температуре 300–450 °С в течение 1 ч. Газы регенерации после печи дожига проходили через трубки, заполненные хлористым кальцием и аскаритом 22. По общему привесу трубок 20 и 22 определялось количество кокса.
Процессы каталитических превращений изучали в присутствии катализатора на основе цеолита типа Beta, модифицированного 0,5 % платиной [4, 5]. Основные характеристики катализатора представлены в табл. 1.
Таблица 1
Table 1
Характеристика катализатора Pt/Beta
Characteristics of the Pt/Beta catalyst
|
Катализатор |
Производитель |
Тип цеолита |
Размер гранул D, мм |
Количество и тип |
Количество |
|
Pt/Beta |
Лабораторный образец |
Бета |
2–3 |
30 % Al2O3 |
0,5 % Pt |
Результаты исследования влияния температуры и состава сырья на образование изопарафиновых и ароматических углеводородов
Первым этапом работы было исследование реакции превращения бензиновой фракции 75–100 °С при температуре 250–400 °С на катализаторе Pt/Beta.
При превращении фракции 75–100 °С на катализаторе Pt/Beta в температурном режиме 250–400 °С увеличивается выход газа и кокса (табл. 2).
Таблица 2
Table 2
Выход продуктов превращения бензиновой фракции 75–100 °С
при температуре 250-400 °С на катализаторе Pt/Beta, %
The yield of the conversion products of the gasoline fraction is 75-100°C
at a temperature of 250-400°C on a Pt/Beta catalyst, %
|
Наименование |
Температура реакции, ºС |
|||
|
250 |
300 |
350 |
400 |
|
|
Катализат |
90,17 |
84,88 |
83,32 |
74,04 |
|
Газ |
9,11 |
14,25 |
15,54 |
24,61 |
|
Кокс |
0,68 |
0,81 |
1,04 |
1,26 |
|
Потери |
0,04 |
0,06 |
0,11 |
0,09 |
|
Всего |
100,00 |
100,00 |
100,00 |
100,00 |
Выход жидких продуктов по мере повышения температуры снижается с 90,17 до 74,04 % масс. При этом выход газообразных углеводородов увеличивается, что говорит об усилении реакций крекинга и коксообразования.
Повышение температуры процесса влияет на углеводородный состав получаемых продуктов (рис. 2).
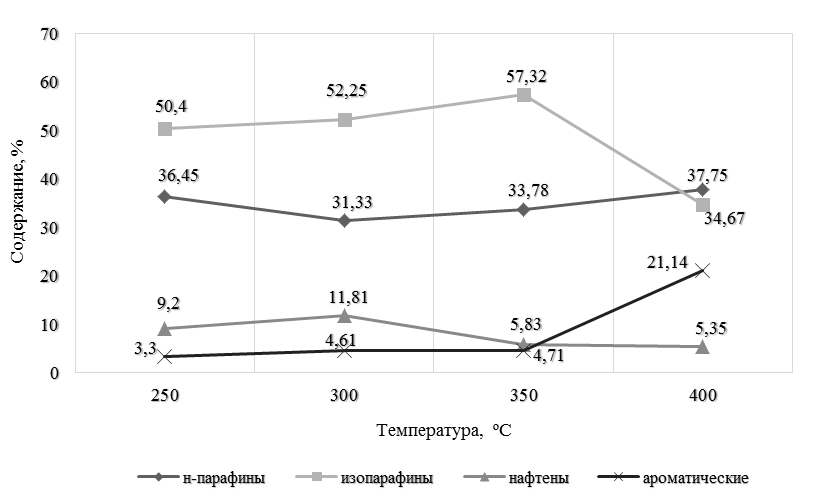
Рис. 2. Групповой состав жидких продуктов на катализаторе Pt/Beta
Fig. 2. Group composition of liquid products on a Pt/Beta catalyst
Изменение состава при 250–400 °С связано с интенсивным течением деструктивной изомеризации. Содержание изопарафинов при 300–350 °С достигает 57,32 % масс.
Анализ катализата показал, что переработка фракции 75–100 °С при 300–350 °С в присутствии цеолитсодержащего катализатора Pt/Beta позволяет получить жидкий катализат с октановым числом на 15–20 пунктов выше, чем у исходной бензиновой фракции. Содержание ароматических углеводородов составляет 4,71 % масс.
При повышении температуры наблюдается увеличение содержания ароматических углеводородов, что говорит о повышении скорости реакции дегидроциклизации.
Результаты хроматографического анализа газа каталитической обработки бензиновой фракции 75–100 °С показывают, что в результате процесса возможно получить в большей мере пропан и и-бутан.
Следующим этапом исследований было изучение активности цеолитсодержащего катализатора Pt/Beta в реакциях превращения ПБФ. Ранее эти исследования не проводились.
Опыты проводили в безводородной среде, объемной скорости подачи сырья 100 ч–1. Выход полученных продуктов представлен в табл. 3.
Таблица 3
Table 3
Выход продуктов превращения пропан-бутановой фракции при температуре 300–400 °С
на катализаторе Pt/Beta, %
The yield of the conversion products of the propane-butane fraction at a temperature of 300-400°C
on a Pt/Beta catalyst, %
|
Наименование |
Температура реакции, ºС |
||
|
300 |
350 |
400 |
|
|
Катализат |
29,00 |
25,48 |
5,75 |
|
Газ |
70,51 |
74,82 |
93,33 |
|
Кокс |
0,45 |
0,58 |
0,79 |
|
Потери |
0,12 |
0,10 |
0,17 |
|
Всего |
100,00 |
100,00 |
100,00 |
Как видно из табл. 3, повышение температуры реакции также снижает выход жидких продуктов и увеличивает образование кокса.
Повышение температуры приводит к ускорению реакции дегидрирования, что говорит об увеличении водорода в газе. Непредельные углеводороды образуются, скорей всего, в результате расщепления молекул пропана и бутана с образованием дополнительного количества углеводородов С1–С2. О реакции изомеризации можно судить по образованию изобутана. Максимальное количество образовалось при температуре 300 ºС.
Групповой состав жидких продуктов превращения
ПБФ (рис. 3) показывает, что высокое содержание изопарафинов (43 % масс.) говорит об усилении активности катализатора в реакции безводородной изомеризации углеводородов С3–С4. С повышением температуры увеличивается выход ароматических углеводородов с 4,5 до 15,63 % масс.
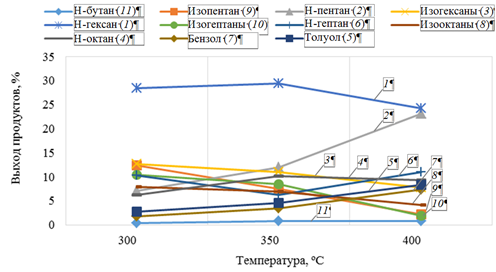
Fig. 3. Group composition of liquid products of conversion of propane-butane fraction on Pt/Beta catalyst
Завершающим этапом исследования являлось изучение совместного превращения ПБФ и фракции 75–100 °С. Процесс проводился в интервале температур 300–450 °С, продолжительность опытов – 60 мин, объем загружаемого в реактор катализатора – 10 см3. На данном этапе изучали возможность вовлечения ПБФ в процессы получения высокооктановых компонентов бензина или ароматических углеводородов. Выход продуктов представлен в табл. 4.
Таблица 4
Table 4
Выход продуктов совместного превращения бензиновой фракции 75–100 °С и пропан-бутановой фракции
при температуре 250–400 °С на катализаторе Pt/Beta, %
The yield of the combined conversion products of the gasoline fraction 75-100°C and propane-butane fraction
at a temperature of 250-400°C on a Pt/Beta catalyst, %
|
Наименование |
Температура реакции, ºС |
|||
|
250 |
300 |
350 |
400 |
|
|
Катализат |
90,17 |
84,88 |
83,32 |
74,04 |
|
Газ |
9,11 |
14,25 |
15,54 |
24,61 |
|
Кокс |
0,68 |
0,81 |
1,04 |
1,26 |
|
Потери |
0,04 |
0,06 |
0,11 |
0,09 |
|
Всего |
100,00 |
100,00 |
100,00 |
100,00 |
Повышение температуры, как и в предыдущих случаях, увеличивает газообразование за счет реакции крекинга. Выход кокса также увеличивается.
При совместном превращении бензиновой фракции и ПБФ при 300 °С наблюдается наибольшее содержание изобутана в газообразных продуктах (42 % масс.). Повышение температуры реакции снижает его содержание в продуктах реакции.
Из рис. 4 можно сделать выводы о том, что для получения преимущественно изопарафиновых углеводородов рекомендуется вести процесс в интервале температур 300–350 ºС.
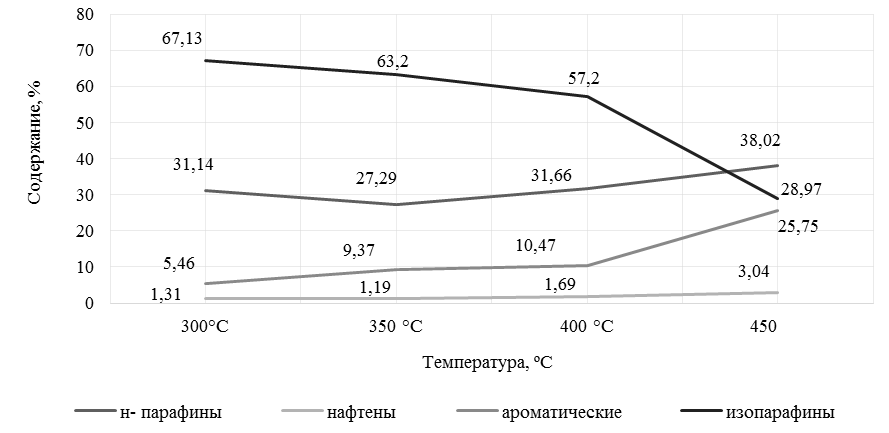
Рис. 4. Групповой состав углеводородов в жидких продуктах превращения фракции 75–100 °С
совместно с пропан-бутановой фракцией
Fig. 4. Group composition of hydrocarbons in liquid products of fraction transformation 75-100°C
together with propane-butane fraction
При необходимости увеличения выхода ароматических углеводородов температура реакции должна составлять не менее 450 ºС, при этом доля процесса изомеризации резко снижается.
Сравнительный анализ продуктов реакции показывает эффективность совместного превращения фракции 75–100 °С и ПБФ.
Выводы
В ходе исследований определены закономерности выхода ароматических и изопарафиновых углеводородов безводородного процесса каталитической превращения комбинированного углеводородного сырья на цеолитсодержащем катализаторе Pt/Beta, модифицированного 0,5 % масс. платины:
1. Установлено, что наиболее эффективной температурой для получения изопарафиновых углеводородов является 300 °С.
2. Максимальное количество изопарафинов в продуктах реакции получено при совместном превращении фракции 75–100 °С и ПБФ.
3. Повышение температуры выше 350 °С приводит к увеличению выхода ароматических углеводородов.
4. Установлена возможность использования комбинированных видов сырья для получения высокооктановых компонентов бензина и сырья для нефтехимии в рамках одного технологического процесса.
5. Положительным эффектом является то, что каталитическую переработку ведут в отсутствии водородсодержащего газа, что позволяет существенно усовершенствовать способ получения высокооктановых компонентов бензина или сырья для нефтехимии с использованием сырья практически любого углеводородного состава, что дает возможность максимально вовлекать прямогонные бензины и углеводороды природного газа в процессы переработки, упростить обслуживание установки и повысить степень безопасности процесса.
1. Bragin A. Iu., Zavalinskaia I. S., Filippov E. F. Sovershenstvovanie tekhnologii oblagorazhivaniia priamo-gonnoi benzinovoi fraktsii [Improving the technology of refining the straight-run gasoline fraction]. Vestnik Samar-skogo gosudarstvennogo tekhnicheskogo universiteta. Seriia: Tekhnicheskie nauki, 2010, no. 4 (27), pp. 198-204.
2. Skornikova S. A., Kiseleva T. P., Tseliutina M. I., Reznicheko I. D. Izomerizatsiia n-geksana na lati-nosoderzha-shchikh tseolitnykh katalizatorakh [Isomeriza-tion of n-hexane on platinum-containing zeolite catalysts]. Vestnik Irkutskogo gosudarstvennogo tekhnicheskogo universiteta, 2010, no. 4 (44), pp. 147-151.
3. Kuz'mina R. I., Frolov M. P., Vosmerikov A. V., Iurkin N. A. Issledovanie aktivnosti pt-soderzhashchego tseo-litnogo katalizatora v protsesse prevrashcheniia propan-butanovoi smesi [Investigation of the activity of a pt-containing zeolite catalyst during the conversion of a propane-butane mixture]. Izvestiia Saratovskogo universiteta, 2010, iss. 10, pp. 26-30.
4. Kopaev D. I., Morozov A. Iu., Karatun O. N. Oblagorazhivanie benzinovoi fraktsii astrakhanskogo gazovogo kon-densata na tseolitsoderzhashchikh katalizatorakh [Investigation of the activity of a pt-containing zeolite catalyst during the conversion of a propane-butane mixture]. Khimicheskie nauki, 2010, pp. 5-10.
5. Savenkova I. V., Mukhanov R. I., Nikulin A. A. Kataliticheskie protsessy pererabotki uglevodorodnogo syr'ia [Catalytic processes of processing of hydrocarbon raw materials]. Pererabotka uglevodorodnogo syr'ia: problemy i innovatsii-2022. Mezhdunarodnaia nauchno-prakticheskaia konferentsiia, Astrakhan', 10 noiabria 2022 goda: materialy. Astrakhan', Izd-vo AGTU, 2022. Available at: https://astu.org/Uploads/files/izdatelstvo/Maket%20okonchatel'nyi%20umen'shennyi(1).pdf (accessed: 18.01.2024).
