









The purpose of this study is to develop a new conceptual approach to the modernization of existing industrial operated automated process control systems (IOAP CS) in order to integrate them into the technology of building digital twins and digital factories with minimal expenditure of computing resources and reducing the amount of processed data. To solve this problem, it is proposed to modify existing automated process control systems (IOAP CS) sequentially by automation levels so that the volume of redundant information is reduced in the structures of the levels, as well as predicting the values of technological parameters based on the properties of control objects using artificial intelligence in order to use identical values in automated process control systems (IOAP CS) and in their models of digital twins. To obtain information about technological processes with a low degree of automation, it is proposed to use organizational and technical structures based on the theory of graphs with a finite vertex, reflecting the volume and quality of the products obtained using algorithms based on artificial intelligence tools, which make it possible to predict the result of subsequent ones based on the results of the previous stage, taking into account the accumulated experience, this will enable an expert assessment of the correctness of the technological process to achieve the required product properties and performance of the technological unit. The proposed concept of modification of automated control systems (IOAP CS) for technological processes in operation will make it possible to ensure the transition to building digital counterparts of technological processes with minimal time using available computing resources with minimal loss of the volume of products.
automation pyramid, automated process control system, automation level, digital twin, digital factory, information redundancy, data reduction, artificial intelligence, prediction, graph, the usefulness of information
Введение
В области автоматизированных систем управления технологическими процессами (АСУ ТП) в настоящее время происходит переход на принципиально новый качественный уровень.
Прежде всего, развитие обусловлено прекращением выпуска устаревшего оборудования, построенного на базе приборов непрерывного действия и, как следствие, переводом систем автоматизированного управления на их цифровые аналоги.
Применение цифровых систем управления привело не только к увеличению количества выполняемых функций, но и к формированию строгой иерархии и принципов построения АСУ ТП общепромышленного назначения [1]. Именно цифровизация АСУ ТП позволила начать осуществление концептуальной технологии цифровых двойников [2] и, как следствие, концепции цифровых фабрик [3, 4].
Необходимость модификации структуры существующих автоматизированных систем управления технологическими процессами
Существующий сегодня принцип построения АСУ ТП можно представить при помощи пирамиды автоматизации производства (рис. 1).
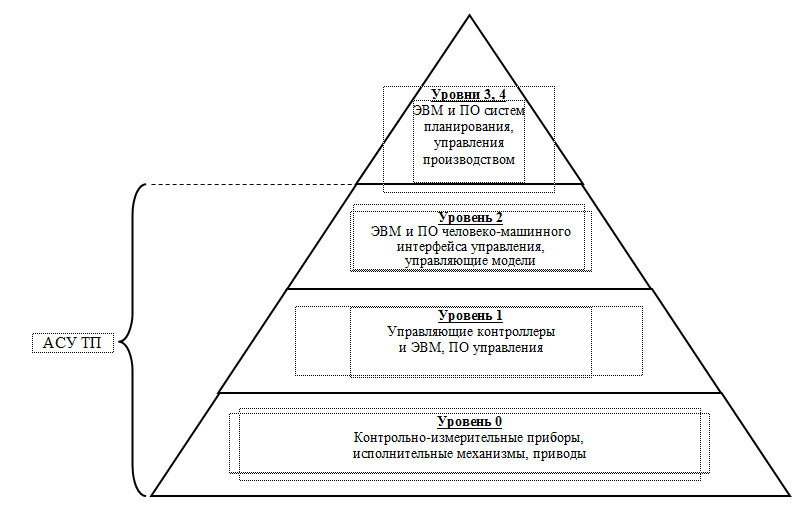
Рис. 1. Пирамида автоматизации производства
Fig. 1. The production automation pyramid
На рис. 1 отражено деление на уровни управления, взаимодействия компонентов разных уровней и влияние АСУ ТП на уровень управления производством [4]. Приведенная схема показывает, что АСУ ТП, представляющая так называемый физический уровень, занимает большую часть в общем объеме систем автоматизации современного производства (уровень 0, уровень 1, уровень 2) и является источником информации для функционирования систем планирования и управления производством (уровень 3, уровень 4). В настоящее время применение искусственного интеллекта в системах АСУ ТП находится на начальном уровне, что обусловлено длительными режимами эксплуатации оборудования без переоснащения по сравнению с системами планирования и управления производством: 10–15 лет и более ориентировочного срока эксплуатации контроллерного оборудования в сравнении с 3–5 годами эксплуатации средств вычислительной техники (по техническим сведениям ведущих производителей оборудования (Siemens, Rockwell Automation, Овен, TDM Electric и др.)) [5–8]. Как правило, АСУ ТП производственных агрегатов проектируются на весь срок эксплуатации основного оборудования и используют логику работы, основанную на детерминированных алгоритмах, имеющих однозначную определенную последовательность действий, что ведет к значительному отставанию функциональных возможностей по отношению к требованиям, предъявляемым изменяющимися экономическими условиями. Это приводит к тому, что основная масса систем автоматизированного управления фактически отстает в развитии и не соответствует современным направлениям модернизации. Кроме того, АСУ ТП не только реализуют управление технологическими процессами, но и обеспечивают безопасное их протекание, что также накладывает ограничения на модернизацию систем – как технического, так и организационного,
в том числе и юридического, характера.
Таким образом, по состоянию на текущий момент эксплуатация большинства АСУ ТП общепромышленного назначения сопряжена со следующими проблемами:
1. Избыточность получаемой, транспортируемой и хранимой информации о состоянии технологических процессов, т. е. использование системами управления большого объема результатов измерений при практически идентичных показаниях, входящих в диапазон метрологической точности и, по сути, не отражающих реального изменения параметров технологического процесса. Но все эти результаты проходят обработку алгоритмическими конструкциями программного обеспечения при каждом цикле вычислений, порождая избыточное количество результатов, тем самым нерационально используя вычислительные мощности аппаратного обеспечения и снижая общую производительность обработки данных системы управления. Это обусловлено отсутствием предварительной обработки информации, поступающей от объекта управления [9].
2. Ограниченность вычислительных ресурсов аппаратного и функций имеющегося программного обеспечения для внедрения новых функциональных возможностей в существующие системы ввиду сложностей, связанных с изменениями при проектировании и производстве средств автоматизации на имеющейся производственной базе предприятий-производителей.
3. Недостаточная производительность вычислительных мощностей аппаратных средств уровня 0 и уровня 1 (см. рис. 1) для применения сложных адаптивных алгоритмов обработки и алгоритмов самообучения совместно с выполнением основных производственных функций.
4. Реализация моделей управления уровня 2 без учета возможностей адаптации к изменяющимся условиям протекания технологических процессов, связанных с освоением продукции с новым набором свойств.
5. Недостаточный уровень автоматизации и механизации производств для исключения человеческого труда на опасных производственных объектах, что налагает ограничения в соответствии
с требованиями охраны труда и промышленной безопасности.
Перечисленные проблемы ограничивают развитие как цифровых фабрик в целом, так и цифровых двойников предприятия в частности, что приводит к значительным затратам времени и вычислительных ресурсов на уровнях планирования и управления производством при последующей обработке информации.
Кроме того, ввиду ограничения возможности обработки больших объемов данных и сложности получения объективной информации о состоянии технологических процессов, протекающих на технологических агрегатах с низким уровнем автоматизации, в состав цифровых фабрик приходится включать дополнительные подсистемы получения информации, не затрагивающие непосредственно технологический процесс и получающие информацию косвенными методами (системы машинного зрения, неразрушающего контроля, видеонаблюдения за процессом) [4], что приводит к еще более сложной структуре вычислений и чрезмерному росту требуемых вычислительных мощностей.
Проведенные исследования показывают, что основными задачами интеграции существующих АСУ ТП в цифровые фабрики являются:
1. Снижение избыточности информации, что позволит при имеющейся производительности аппаратных средств обработки значительно снизить требования к вычислительным ресурсам процедур обработки, транспортировки и хранения данных, что даст возможность внедрить в состав существующего программного обеспечения алгоритмы управления, позволяющие проводить обработку данных с учетом изменяющихся условий протекания технологических процессов (обладающих самообучением, прогнозированием результатов измерений). При этом необходимо учитывать требования к точности и повторяемости результатов измерений [9].
2. Внедрение в состав уровней систем автоматизации вычислительных устройств, позволяющих не только производить обработку полученных данных, но и прогнозировать поведение систем
в пределах уровня управления, не допуская перегрузки коммуникаций и потери критичной информации между уровнями.
3. Внедрение на участках производства с низким уровнем автоматизации организационно-технических решений, которые дадут возможность формализовать подход к выпуску продукции, что исключит субъективное восприятие персонала при ведении технологического процесса. Решения указанных проблем повлияют не только на принципы построения цифровых фабрик, но и значительно расширят функциональные возможности АСУ ТП.
Таким образом, реализацию принципов «цифровых фабрик» нельзя рассматривать как некую отдельную от АСУ ТП структуру и можно успешно осуществить с минимальными затратами только в комплексе взаимосвязанных технических решений по уровням управления, для чего необходимо провести декомпозицию планируемой системы до уровня подсистем и разрабатывать решения выявленных проблем и ограничений по каждому из них, после чего произвести синтез новой гибридной киберфизической системы с расширенными функциями.
В [4] предложена измененная «пирамида автоматизации», которая позволяет интегрировать существующие АСУ ТП в цифровые фабрики (рис. 2).

Рис. 2. Измененная пирамида автоматизации: ERP – система планирования ресурсов предприятия; MES – система управления производством; SCADA – диспетчерское управление и сбор данных; HMI – человеко-машинный
интерфейс; OPR – обработка заказов; PS – планирование производства; PSE – среда планирования производства
продукции; OC – оперативный контроль; OP – оперативное планирование; DT-1–DT-3 – цифровые двойники;
AI – искусственный интеллект
Fig. 2. The modified automation pyramid: ERP – enterprise resource planning; MES – manufacturing execution system; SCADA – supervisory control and data acquisition; HMI – human-machine interface; OPR – order processing;
PS – production scheduling; PSE – production scheduling environment; OC – operation control; OP – operation planning; DT-1–DT-3 – digital twins; AI – artificial intelligence
Приведенная диаграмма показывает параллельную структуру на базе цифровых двойников (DT-1, DT-2, DT-3) (см. рис. 2), позволяющую интегрировать существующую структуру управления (Level 0 – Level 4), включая АСУ ТП (Level 0 – Level 2) /в цифровую фабрику. Однако приведенная структура не устраняет указанные недостатки существующих систем и не затрагивает технологические процессы с низким уровнем автоматизации. Таким образом, проблема избыточности данных с применением структуры системы автоматизации, выполненной по схеме (см. рис. 2), приведет к тому, что избыточность данных и неопределенность состояния производственных процессов при нарушении поступления информации от источника сохранится как собственно для АСУ ТП, так и для ее цифровых двойников, причем она будет обрабатываться дважды, что снижает быстродействие обеих систем и приводит к возникновению непрогнозируемых ситуаций в случае выхода за пределы области, описанной логическими алгоритмами.
На текущий момент разработано большое количество способов снижения количества избыточной информации, например [9–13], в том числе и с применением алгоритмов прогнозирования [14–17], которые могут быть использованы в АСУ ТП. Применение тех или иных методов определяются функциональными особенностями каждого из них.
Как показывает опыт выполняемых работ в направлении цифровизации производства, интеграция существующих АСУ ТП общепромышленного назначения в цифровые фабрики не может иметь общего решения и зависит от каждого конкретного вида производственной деятельности. Но можно выделить общие этапы модификации существующих АСУ ТП:
1. Проведение декомпозиции планируемой системы в соответствии с моделью автоматизации и определение ключевых показателей, непосредственно влияющих на объем и качество выпускаемой продукции. На этом этапе требуется учесть степень влияния технологических параметров, определить периодичность их сбора, точность их определения, продолжительность хранения данных.
2. Определение алгоритмов снижения количества избыточных данных на уровне 0 и решение вопросов прогнозирования показаний в случае внезапного нарушения коммуникаций с источниками информации (выход из строя датчиков, линий связи, внезапного изменения свойств чувствительных элементов). Это возможно при внедрении в состав уровня 0 аппаратных вычислительных устройств
и применении с использованием их вычислительных мощностей алгоритмов прогнозирования состояния определенных свойств объекта управления (за исключением систем аварийного останова). В данном случае имеет смысл использование программных блоков нормализации, редукции и прогнозирования данных (БНРП), включающих в себя решения с применением искусственного интеллекта (например, на базе нечеткой логики, нейронных сетей и т. д.).
3. Использование в составе уровня управления 1 нормализованных и редуцированных данных уровня 0, что позволит снизить объем обрабатываемой информации и приведет к росту производительности существующих вычислительных устройств. Кроме того, с целью прогнозирования состояния агрегатов и редукции избыточной информации (за исключением систем аварийного останова) целесообразно внедрение аппаратных вычислительных устройств и применение с использованием их вычислительных мощностей алгоритмических блоков редукции и прогнозирования данных (БРП) на базе средств искусственного интеллекта.
4. С целью получения информации о технологических процессах с низкой степенью автоматизации в рамках уровней 0 и 1 возможно применение организационно-технических структур, построенных на базе теории графов (в простейшем случае – линейный граф) с конечной вершиной, отражающей объем и качество полученной продукции. В этом случае возможно получение комбинированных данных (ручной, автоматический и автоматизированный ввод) в вершинах графа. Примером подобного подхода может служить система автоматизации, примененная в мартеновском производстве, упрощенный граф процесса показан на рис. 3, описание вершин графа представлено в таблице.
Описание вершин графа процесса выплавки стали в мартеновском цехе
Description of the graph nodes of the steelmaking process in the open-hearth workshop
|
№ |
Название начала |
Перечень основных технологических параметров (задается вручную) |
Вид признака |
|
1 |
Начало плавки |
Температура свода печи |
Автоматический |
|
2 |
Завалка металлолома |
Вес металлолома, вид металлолома |
Ручной |
|
3 |
Разогрев металлолома |
Объем газа, соотношение газ/воздух, температура свода печи, фазовое |
Автоматизированный |
|
4 |
Заливка чугуна |
Вес чугуна, температура чугуна, |
|
|
5 |
Плавление |
Объем газа, соотношение газ/воздух, температура свода печи, |
|
|
6 |
Кислородная продувка |
Объем кислорода, температура свода печи, химические анализы продуктов плавки |
|
|
7 |
Завершение плавки |
Химические анализы стали, температура стали, вес стали, номера |

Рис. 3. Упрощенный линейный граф процесса выплавки стали в мартеновском цехе
Fig. 3. Simplified linear graph of the steelmaking process in the open-hearth workshop
При реализации данного подхода система управления обеспечивает переход от одной вершины графа к следующей либо по факту автоматического завершения операции, либо при подтверждении завершения предыдущей и начале следующей операции оператором процесса. Применение алгоритмов на базе средств искусственного интеллекта, позволяющих на основании результатов предыдущего этапа с учетом накопленного опыта прогнозировать результат последующих, даст возможность экспертной оценки правильности ведения технологического процесса для достижения требуемых свойств продукции и производительности технологического агрегата.
5. Аналогично принципам организации уровня 1 можно предложить обработку информации на уровне 2. При этом реализацию всех этапов целесообразно проводить последовательно, от нижнего уровня к верхнему, что позволит привести имеющуюся АСУ ТП к системе, пригодной для интеграции в цифровые фабрики с минимальными затратами времени практически без снижения выпуска продукции (за исключением систем аварийного останова), что немаловажно при его непрерывном процессе.
На основании приведенных предложений модифицированная структура существующей АСУ ТП будет иметь более сложный вид с потреблением нормализованных, редуцированных и прогнозируемых данных параллельно как структурами цифровых двойников, так и уровнями автоматизации, и может быть изображена, как показано на рис. 4.
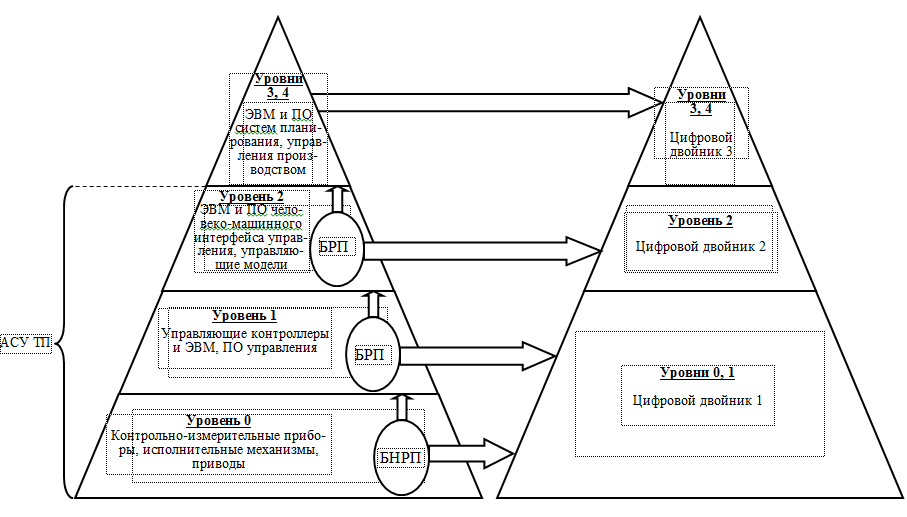
Рис. 4. Модифицированная структура существующей
автоматизированной системы управления технологическими процессами
Fig. 4. Modified structure of the existing automated process control system
Модификация АСУ ТП в соответствии с предложенным подходом позволит увеличить полезность информации как минимум в 2 раза за счет увеличения количества задач, выполняемых с применением идентичного набора данных.
Применение такого подхода позволит не только подготовить внедрение существующих систем в перспективную систему автоматизации, но и ускорить обработку информации за счет снижения количества избыточных данных, снизить нагрузку на компоненты цифровых двойников, а также охватить в общем объеме автоматизации процессы с низким ее уровнем.
Выводы
1. Существующие АСУ ТП обладают рядом ограничений для интеграции их в цифровые фабрики: избыточностью информации, отсутствием прогнозирования, недостаточным количеством данных о процессах с низким уровнем автоматизации. Для реализации концепции «цифровых фабрик» в целом и «цифровых двойников» в частности необходима модификация существующих АСУ ТП.
2. Для получения информации о технологических процессах с низкой степенью автоматизации возможно применение организационно-технических структур, построенных на базе теории графов с конечной вершиной, отражающей объем и качество полученной продукции. При этом применение алгоритмов на базе средств искусственного интеллекта, позволяющих на основании результатов предыдущего этапа с учетом накопленного опыта прогнозировать результат последующих, даст возможность экспертной оценки правильности ведения технологического процесса для достижения требуемых свойств продукции и производительности технологического агрегата.
3. С целью обеспечения полноты информации о технологических процессах с минимизацией затрат вычислительных ресурсов необходимо провести модификацию существующих АСУ ТП таким образом, чтобы в структурах уровней автоматизации происходило снижение объема избыточной информации, а также прогнозирование значений технологических параметров на основании свойств объектов управления с применением средств искусственного интеллекта с целью использования идентичных значений и в АСУ ТП, и в моделях их цифровых двойников. При этом полезность информации возрастет минимум в 2 раза.
1. GOST 24.104-2023. Edinaia sistema standartov avtomatizirovannykh sistem upravleniia. Avtomatizirovannye sistemy upravleniia. Obshchie trebovaniia [ISS 24.104-2023. A unified system of standards for automated control systems. Automated control systems. General requirements]. Moscow, Rossiiskii institut standartizatsii, 2023. 20 p. Available at: https://files.stroyinf.ru/Data/811/81113.pdf (accessed: 17.03.2025).
2. Tao F., Zhang H., Liu A., Nee A. Y. C. Digital Twin in Industry: State-of-the-Art. IEEE Trans. Ind. Inform., 2019, vol. 15, pp. 2405-2415. Available at: https://www.sci-hub.ru/10.1109/tii.2018.2873186 (accessed: 17.03.2025).
3. Monostori L., Kádár B., Bauernhansl T., Kondoh S., Kumara S., Reinhart G., Sauer O., Schuh G., Sihn W., Ueda K. Cyber-physical systems in manufacturing. CIRP Ann., 2016, vol. 65, pp. 621-641. Available at: https://www.researchgate.net/profile/Botond_Kadar/publication/306426761_Cyber-physi-cal_systems_in_manufacturing/links/5b7275b992851ca650583cf9/Cyber-physical-systems-in-manufacturing.pdf (accessed: 17.03.2025).
4. Martinez E. M., Ponce P., Macias I., Molina A. Automation Pyramid as Constructor for a Complete Digital Twin, Case Study: A Didactic Manufacturing System. Sensors, 2021, vol. 21 (14), p. 4656. Available at: https://doi.org/10.3390/s21144656 (accessed: 17.03.2025).
5. Kontrollery programmiruemye SIMATIC S7-400 [SIMATIC S7-400 programmable controllers]. Edinyi tsentr metrologicheskikh uslug. Available at: https://www.ktopoverit.ru/poverka/gosreestr_sredstv_izmereniy/830082/Kontrollery_programmiruyemyye (accessed: 17.03.2025).
6. Rukovodstvo po expluatatsii kontrollerov 1769 CompactLogix [Operating manual for controllers 1769 CompactLogix]. Available at: https://literature.rockwellautomation.com/idc/groups/literature/documents/um/1769-um011-ru-p.pdf (accessed: 17.03.2025).
7. PLK210. Programmiruemyi logicheskii kontroller. Rukovodstvo po ekspluatatsii [PLC 210. Programmable logic controller. User Manual]. Available at: https://owen-prom.ru/files/plk210_1.pdf (accessed: 17.03.2025).
8. TDM Electric. Programmiruemye logicheskie kontrollery serii PLK. Rukovodstvo po ekspluatatsii. Pasport [TDM Electric. Programmable logic controllers of the PLC series. User manual. Passport]. Available at: https://cdn.vseinstrumenti.ru/instruction/nomenclaturecontent/202205/11950725.pdf/tdm-plk12d024-s-displeem-24v-sq0750-0002-3011060.pdf (accessed: 17.03.2025).
9. Budkov S. Iu. Metod reduktsii informatsii s sokhraneniem trebuemoi tochnosti izmerenii [A method of information reduction while maintaining the required measurement accuracy]. Vestnik Astrakhanskogo gosudarstvennogo tekhnicheskogo universiteta. Seriia: upravlenie, vychislitel'naia tekhnika i informatika, 2023, no. 2, pp. 33-41. Available at: https://doi.org/10.24143/2072-9502-2023-2-33-41 (accessed: 17.03.2025).
10. Ge Tsiun'. Issledovanie i razrabotka algoritma szhatiia avariinoi informatsii dlia povysheniia bystrodeistviia sistemy informatsionnogo obespecheniia protsessov upravleniia v elektroenergetike. Avtoreferat dissertatsii … kand. tekhn. nauk [Research and development of an algorithm for compressing emergency information to improve the performance of the information support system for control processes in the electric power industry. Abstract of the dissertation ... Candidate of Technical Sciences]. Moscow, 2009. 20 p.
11. Fediaev A. Iu. Algoritmy predvaritel'noi obrabotki dlia zadach szhatiia dannykh v informatsionno-izmeritel'nykh sistemakh. Avtoreferat dissertatsii … kand. tekhn. nauk [Preprocessing algorithms for data compression tasks in information and measurement systems. Abstract of the dissertation ... Candidate of Technical Sciences]. Khabarovsk, 2013. 19 p. Available at: https://new-disser.ru/_avtoreferats/01006741643.pdf (accessed: 18.03.2025).
12. Zaitsev A. A. Metody i tsifrovye ustroistva szhatiia telemetricheskoi informatsii v sistemakh sbora i peredachi geofizicheskikh danniakh. Avtoreferat dissertatsii … kand. tekhn. nauk [Methods and digital devices for the compression of telemetric information in systems for the collection and transmission of geophysical data. Abstract of the dissertation ... Candidate of Technical Sciences]. Riazan', 2003. 20 p.
13. Levenets A. V. Metody i algoritmy geometricheskogo podkhoda k szhatiiu izmeritel'nykh dannykh v informatsionno-izmeritel'nykh sistemakh. Avtoreferat dissertatsii … d-ra tekhn. nauk [Methods and algorithms of the geometric approach to compression of measurement data in information and measurement systems. Abstract of the dissertation ... Doctor of Technical Sciences]. Khabarovsk, 2018. 32 p. Available at: https://togudv.ru/media/disser/referat-levenec_1.pdf (accessed: 18.03.2025).
14. Antoshkin S. A. Programmno-algoritmicheskoe obespechenie szhatiia i vosstanovleniia signalov v sisteme obrabotki informatsii pri znachitel'nykh ogranicheniiakh na resursy (na primere obrabotki kardiosignala). Avtoreferat dissertatsii … kand. tekhn. nauk [Software and algorithmic support for signal compression and recovery in an information processing system with significant resource constraints (using the example of cardiac signal processing). Abstract of the dissertation ... Candidate of Technical Sciences]. Moscow, 2006. 28 p.
15. Sidiakin I. M. Sistema obratimogo szhatiia tele-metricheskoi informatsii. Avtoreferat dissertatsii … kand. tekhn. nauk [The system of reversible compression of telemetric information. Abstract of the dissertation ... Candidate of Technical Sciences]. Moscow, 2007. 19 p.
16. Mastriukov D. L. Avtomaticheskoe szhatie dannykh v vychislitel'nykh sistemakh. Avtoreferat dissertatsii … kand. tekhn. nauk [Automatic data compression in computing systems. Abstract of the dissertation ... Candidate of Technical Sciences]. Moscow, 1996. 21 p.
17. Bulaev V. I. Metod szhatiia geofizicheskikh dannykh s primeneniem veivlet-preobrazovaniia i neironnykh setei. Avtoreferat dissertatsii … kand. tekhn. nauk [A method for compressing geophysical data using wavelet transform and neural networks. Abstract of the dissertation ... Candidate of Technical Sciences]. Ufa, 2005. 20 p.
