





Россия
Россия
Россия
Россия
Россия
УДК 622 Горное дело
В статье представлен анализ на содержание ртути в сырьевых потоках узла осушки пирогаза цеха № 2 производства этилена ООО «Ставролен». Исследовано влияние ртутьсодержащих соединений при произ-водстве сырья для синтеза полимеров. Представлено распределение по содержанию ртути в сырье и жидких продуктах пиролиза на примерах за 2022 и 2023 гг. Изучение полученных данных показал, что наибольшее количество ртути и ртутьсодержащих соединений присутствует в тяжелых фракциях, что подчеркивает необходимость строгого контроля на этапе переработки и очистки. Выдвигается тезис о необходимости придания первостепенного значения контролю содержания ртути в сырье и продуктах на всех этапах технологического процесса. Применение системного подхода позволит не только уменьшить вероятность сбоев в работе оборудования, но и поможет избежать крупных финансовых потерь, вызванных незапланированными остановками и ремонтными работами. Описаны потенциальные риски, которые могут привести к сбоям в работе промышленных объектов. Приведен анализ по выбору оптимальной системы удаления примесей ртути. Представлено краткое сравнение между абсорбционной и адсорбционной осушкой. Утверждается, что разработка и внедрение стандартов в нефтегазовой отрасли России по контролю примесей ртути будет одним из ключевых факторов для обеспечения ее безопасности и продуктивности. Данная мера позволит снизить угрозу как для производственных объектов, так и для окружающей среды, учитывая высокую токсичность и опасность ртути и ее производных как загрязнителей.
этилен, пропилен, полимеры, содержание ртути, катализатор, реакторное оборудование, защитный слой, ртутная коррозия, широкая фракция легких углеводородов, попутный нефтяной газ
Введение
ООО «Ставролен» – нефтехимическое предприятие в составе группы «ЛУКОЙЛ», которое широко известно на российском рынке в области нефтехимии и газопереработки, стабильно входит в пятерку крупнейших работодателей своей отрасли Северо-Кавказского федерального округа, является градообразующим предприятием города Буденновска. Предприятие является лидером в РФ по производству полиэтилена, полипропилена, бензола, винилацетата и других видов нефтехимической продукции.
Производство этилена и пропилена осуществляется путем пиролиза широкой фракции легких углеводородов (ШФЛУ), а также прямогонного бензина, технического бутана, пропан-бутановой фракции. Этилен и пропилен на протяжении длительного времени были и продолжают оставаться наиболее важными полупродуктами для синтеза полимеров на ООО «Ставролен». Известно, что часть сырья закупается отдельно для производства этилена и пропилена, другая часть ШФЛУ производится на самом заводе, в частности на газоперерабатывающей установке 1 (ГПУ-1). Действующая ГПУ-1 позволяет производить сухой отбензиненный газ (СОГ) и ШФЛУ из попутного нефтяного газа (ПНГ) для основной деятельности завода. Далее ШФЛУ направляется на производство пиролиза углеводородов нефти, очистки, компримирования и разделения пирогаза ООО «Ставролен», после которого полученные этилен и пропилен подвергаются полимеризации. На рис. 1 представлена блок-схема производства этилена и пропилена на ООО «Ставролен».
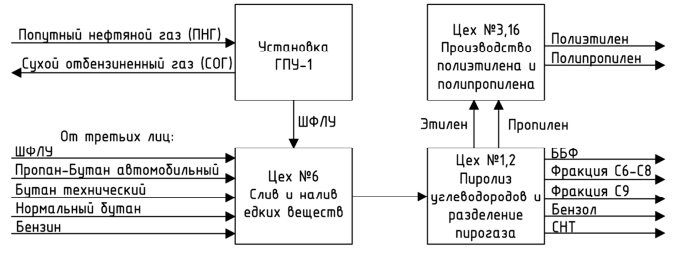
Рис. 1. Блок-схема производства этилена и пропилена на ООО «Ставролен»
Fig. 1. Block diagram of ethylene and propylene production at Stavrolen, LLC
Частично закупаемое сырье для пиролиза и последующего производства полимеров хранится в цехе № 6 «Слив и налив едких веществ». Этилен и пропилен, как сырье для синтеза полимеров, получают в следующих составных объектах подразделения «Производство этилена» ООО «Ставролен»:
1) цех № 1 «Пиролиз углеводородов нефти»;
2) цех № 2 «Разделение пирогаза и получение бензола».
Ключевой задачей в области синтеза полимеров является оптимизация выхода продукции на единицу массы катализатора. В связи с этим особое внимание уделяется очистке сырья, поступающего в реакторы, от примесей, способных вызывать дезактивацию катализаторов, а также постоянному мониторингу уровня этих примесей в очищенном сырье. Часть примесей (следов ртути, серосодержащих соединений, диоксида углерода и органических загрязнителей) в этилене и пропилене содержится в исходном сырье, другая часть получается в результате побочных реакций в производственных процессах.
Согласно действующей технической документации, поступающие из цеха № 2 этилен и пропилен перед полимеризацией подвергаются очистке от серосодержащих соединений, ацетилена, диеновых соединений, метанола, окиси и двуокиси углерода, кислорода и влаги. Требования лицензиаров процессов полимеризации по остаточному содержанию вышеперечисленных соединений в пропилене и этилене приведены в табл. 1.
Таблица 1
Table 1
Требования по содержанию в этилене и пропилене примесей после прохождения стадии очистки
Requirements for the content of impurities in ethylene and propylene after passing the purification stage
|
Наименование потока |
Допустимое содержание примеси, не более |
|||||||
|
сера, мг/м3 |
CH3OH, % об. |
HC ≡ CH, % об. |
О2, % об. |
H2O, % об. |
СО, % об. |
СО2, % об. |
диеновые соединения, % об. |
|
|
Этилен |
1,0 |
0,001 |
0,001 |
0,0002 |
0,001 |
0,0005 |
0,001 |
0,0005 |
|
Пропилен |
1,0 |
– |
0,001 |
– |
0,0005 |
– |
– |
0,001 |
Как видно из табл. 1, для сырья процессов полимеризации предусматривается очистка только от типичных гетерогенных примесей, однако очистка от следов ртути, наличие которых может привести к потере прочности алюмосодержащего оборудования, загрязнению окружающей среды и уменьшению активности катализаторов, в рассматриваемых технологических процессах изначально не предусматривается.
Влияние ртути на катализаторы и алюминиевое оборудование в процессах полимеризации
Основным источником возникновения ртутьсодержащих соединений в виде каталитических ядов является поставляемое на ООО «Ставролен» сырье.
Ртуть может присутствовать в углеводородах в различных формах [1]:
– элементарной (Hg): встречается наиболее часто, обладает высокой растворимостью в углеводородах;
– ионной (HgS, HgCl2): обладает высокой растворимостью в воде и низкой в углеводородах;
– органической (например, в форме диметилртути (СН3)2Hg): часто встречается в тяжелых фракциях газового конденсата, растворима в углеводородах;
– частиц, т. е. ртути, адсорбировавшейся на нерастворимых частицах, например, частицах ржавчины: эта ртуть нерастворима и отделяется обычной фильтрацией.
Если ртуть находится в ионном соединении (например, в виде хлорида или сульфида ртути), то при высоких температурах реакция с оксидами металлов пойдет с выпадением ртути в осадок и образованием побочных серо/хлорсодержащих продуктов, например:
2CuO + HgS → 2Cu + SO2 + Hg
HgCl2 + CuO = HgO + CuCl2
2ZnO + 2HgCl2 = 2ZnCl2 + 2Hg + O2
HgS + ZnO = HgO + ZnS
В ходе химических реакций хлоридов и сульфидов ртути с оксидами металлов ситуация усугубится таким образом, что в результате полученная элементарная ртуть способна разъедать некоторые сплавы металлов, в частности из алюминия.
Согласно электрохимическому ряду напряжений металлов ртуть является металлом с низкой активностью, поэтому реакция, например, с оксидом алюминия, в чистом виде не пойдет благодаря прочной оксидной пленке.
Если на алюминии поврежден оксидный слой, то ртуть образует с ним амальгаму (сплав металла со ртутью). Свежий алюминий с амальгамой на его поверхности бурно реагирует с влагой рабочей среды:
2Al(тв) + 6H2O(ж) → 2Al(OH)3(тв) + 3H2(г)
В результате данной реакции алюминий превращается в белые хлопья метагидроксида алюминия, который образуется до тех пор, пока не закончится весь алюминий или вся ртуть. Кроме того, соединения ртути, концентрирующиеся в углеводородных жидкостях, представляют опасность для окружающей среды и работников из-за потенциальной проблемы безопасности труда и охраны здоровья. Можно выделить две категории экологических проблем, связанных с ртутью и ее соединениями:
1) прямое воздействия на здоровье людей вследствие вдыхания паров или соединений ртути, вызывающих необратимые повреждения жизненно важных органов у человека;
2) необходимость специализированной утилизации загрязненных ртутью материалов и оборудования.
Содержанию ртути и ртутьсодержащих соединений необходимо уделять особое внимание, поскольку из-за высокой растворимости в углеводородах они являются сильными ядами для катализаторов полимеризации, активность которых снижается за счет отравления активных центров и уменьшения молекулярной массы образующегося полимера в связи с преждевременным обрывом цепи.
В свою очередь, если снижение активности катализатора за счет отравления ядами можно предотвратить с помощью увеличения расхода (концентрации) катализатора, то последствия раннего обрыва цепи и образование олигомеров с более низкой температурой размягчения и плавления практически невозможно устранить путем изменения технологических параметров. Основным негативным последствием раннего обрыва цепи является аморфизация частиц полимера, их повышенная адгезия друг к другу и поверхностям за счет более низкой, чем у полимера, температуры размягчения и плавления.
Все эти явления приводят к налипанию частиц олигомеров на внутренние поверхности аппаратов и трубопроводов, образованию агломератов.
Исходя из вышеперечисленного, содержание и влияние ртути и ртутьсодержащих соединений весьма важно учитывать при производстве этилена и пропилена, которые служат сырьем для синтеза полимеров. Это связано не только с риском отравления катализаторов полимеризации, но и с возможным использованием в технологической цепочке оборудования из алюминиевых сплавов, которые могут стать хрупкими из-за амальгамирования, а также коррозионных и структурных изменений, что способствует растрескиванию и последующей аварии.
За рубежом осознание значимости проблемы по определению ртути и ртутьсодержащих соединений стало очевидным после остановки на 14 месяцев первой очереди крупного завода по сжижению природного газа в Скикде (Алжир) в декабре 1973 г. Выяснилось, что четыре из девяти алюминиевых теплообменников вышли из строя из-за коррозии, вызванной ртутью. На сегодняшний день установлено, что содержание ртути в добываемом природном газе колеблется от долей нанограммов до 180 000 нг/м³ (180 мкг/м³) (месторождение Гронинген (Норвегия)) [2].
В связи с нехваткой спецификаций, стандартов и норм, которые бы регламентировали требования по содержанию ртути и ртутьсодержащих соединений, отсутствуют четкие разграничения и, как следствие, точные сведения по их допустимому содержанию.
В научно-технической литературе [5–8] фигурирует, что для удовлетворения коммерческих спецификаций и предотвращения эксплуатационных проблем, в частности повреждений пластинчатых теплообменников из сплавов алюминия, содержание ртути в газе, подаваемом на сжижение, должно быть не более 10 нг/м3. Аналогичное содержание ртути и ртутьсодержащих соединений в очищенном газе встречается и в рекомендациях от лицензиара технологических установок полимеризации этилена и пропилена.
Исследование содержания ртути в сырьевых потоках и продуктах пиролиза
В рамках профилактических мер по недопущению ранее описанных негативных ситуаций у предприятия ООО «Ставролен» возникла потребность
в проведении анализа на содержание ртути и ртутьсодержащих соединений в сырьевых потоках и жидких продуктах пиролиза.
В табл. 2 приведены результаты анализа на содержание ртути и ртутьсодержащих соединений в сырье и жидких продуктах пиролиза за 2022–2023 гг. Под «средним» содержанием ртути и ртутьсодержащих соединений подразумевается среднее арифметическое значение на базе исследуемого массива данных за весь год.
Таблица 2
Table 2
Результаты анализа по содержанию ртути и ртутьсодержащих соединений
в сырье и жидких продуктах пиролиза за 2022–2023 год
Analysis results on the content of mercury and mercury-containing compounds
in raw materials and liquid pyrolysis products for 2022-2023
|
Наименование потока |
Содержание ртути и ртутьсодержащих соединений, нг/м3 |
|||||
|
2022 год |
2023 год |
|||||
|
среднее |
минимальное |
максимальное |
среднее |
минимальное |
максимальное |
|
|
Сырье производства пиролиза |
||||||
|
ШФЛУ |
134,79 |
61,3 |
241,3 |
100,47 |
40,8 |
155,4 |
|
ПНГ* |
51,98 |
32,9 |
82,7 |
59,03 |
26,7 |
183,5 |
|
Пропан-бутан автомобильный |
115,4 |
92,8 |
153,2 |
119,31 |
86,8 |
190,3 |
|
Пропан технический |
410 |
399 |
421 |
98,3 |
98,3 |
98,3 |
|
Пропан автомобильный |
– |
– |
– |
135,7 |
135,7 |
135,7 |
|
Бутан технический |
138,74 |
76,8 |
209,8 |
106,5 |
106,5 |
106,5 |
|
Нормальный бутан |
179,27 |
157 |
217,5 |
99 |
86,5 |
111,5 |
|
Углеводородное сырье (н. к. 35–180 °С), в т. ч |
|
|||||
|
российский поставщик № 1 |
216,59 |
93,08 |
358 |
180,43 |
28,64 |
658,72 |
|
российский поставщик № 2 |
– |
– |
– |
732,2 |
350 |
1 400 |
|
российский поставщик № 3 |
234,32 |
68,3 |
402,97 |
149,58 |
27,32 |
280,03 |
|
Бензин газовый стабильный (БГС), в т. ч. |
|
|
||||
|
российский поставщик № 4 |
176 |
35 |
798 |
140 |
140 |
140 |
|
российский поставщик № 5 |
65,33 |
35 |
84 |
– |
– |
– |
|
российский поставщик № 6 |
109 |
42 |
399 |
52,5 |
35 |
77 |
|
российский поставщик № 7 |
30,33 |
21 |
56 |
38,5 |
21 |
98 |
|
российский поставщик № 8 |
72,63 |
35 |
126 |
131,44 |
21 |
308 |
|
российский поставщик № 9 |
239,27 |
21 |
1820 |
87,5 |
21 |
378 |
|
российский поставщик № 10 |
96,83 |
21 |
350 |
72,92 |
14 |
203 |
|
российский поставщик № 11 |
53 |
14 |
126 |
97,22 |
35 |
308 |
|
Жидкие продукты пиролиза |
||||||
|
Этилен до блока очистки |
78,89 |
39 |
175 |
52 |
51 |
53 |
|
Пропилен после блока очистки |
46,3 |
46,3 |
46,3 |
– |
– |
– |
|
Рецикловый газ |
40,05 |
39 |
41,1 |
– |
– |
– |
|
Фракции (н. к. 35–230 °С и н. к. 35–270 °С) |
274,74 |
125,4 |
706,8 |
– |
– |
– |
|
Фракция С5 |
312,21 |
28,56 |
1 178,1 |
168,50 |
42,84 |
378,42 |
|
Фракция C6–C8 до гидрирования |
138,4 |
77,85 |
268,15 |
119,37 |
60,55 |
224,9 |
|
Фракция C6–C8 после гидрирования |
95,15 |
34,6 |
250,85 |
51,04 |
8,65 |
121,1 |
|
Фракции С9 |
756,95 |
309,4 |
1 719,9 |
789,88 |
218,4 |
2 029,3 |
* Данные по содержанию ртути в ПНГ приводятся в качестве справочной информации, поскольку она используется, как сырье для производства ШФЛУ на ГПУ-1.
На основании результатов анализа на содержание ртути и ртутьсодержащих соединений в сырье и жидких продуктах пиролиза за 2022–2023 гг., приведенных в табл. 2, можно сделать вывод, что граничное максимальное значение концентрации ртути свойственно жидким продуктам пиролиза с наибольшей молекулярной массой по сравнению с сырьевыми потоками. Таким образом, путем сопоставления результатов вышеупомянутого анализа можно заключить, что чем тяжелее продукт, тем выше концентрация ртути и ртутьсодержащих соединений в них. Содержание ртути и ртутьсодержащих соединений в различных углеводородах требует детального анализа и осознания потенциальных рисков, связанных с их присутствием. На рис. 2 представлен график среднего содержания ртути и ртутьсодержащих соединений в сырье пиролиза за 2022–2023 гг.
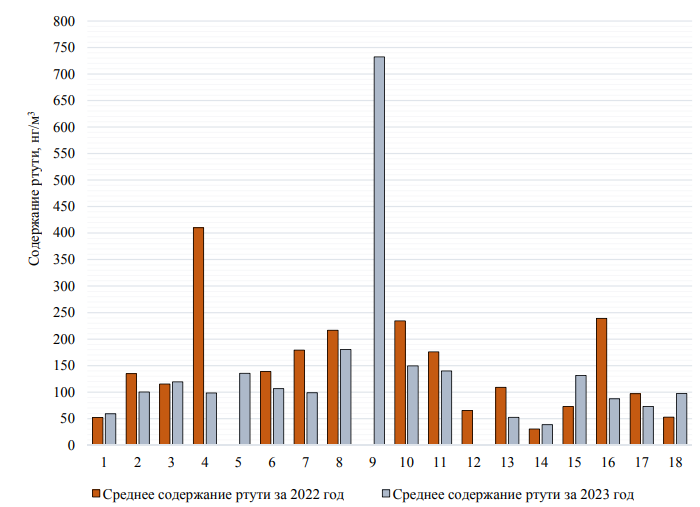
Рис. 2. Среднее содержанию ртути и ртутьсодержащих соединений в сырье пиролиза за 2022–2023 гг.:
1 – ПНГ; 2 – ШФЛУ; 3 – пропан-бутан автомобильный; 4 – пропан технический;
5 – пропан автомобильный; 6 – бутан технический; 7 – нормальный бутан.
Углеводородное сырье (н. к. 35–180 °С): 8 – российский поставщик № 1;
9 – российский поставщик № 2; 10 – российский поставщик № 3.
Бензин газовый стабильный: 11 – российский поставщик № 4; 12 – российский поставщик № 5;
13 – российский поставщик № 6; 14 – российский поставщик № 7; 15 – российский поставщик № 8;
16 – российский поставщик № 9; 17 – российский поставщик № 10; 18 – российский поставщик № 11
Fig. 2. Average content of mercury and mercury-containing compounds in pyrolysis raw materials for 2022–2023:
1 – APG; 2 – CFLU; 3 – propane-butane automotive; 4 – propane technical;
5 – propane automotive; 6 – butane technical; 7 – normal butane.
Hydrocarbon raw materials (n.c. 35-180 °С): 8 – Russian supplier No. 1;
9 – Russian supplier No. 2; 10 – Russian supplier No. 3.
Stable gas gasoline: 11 – Russian supplier No. 4; 12 – Russian supplier No. 5;
13 – Russian supplier No. 6; 14 – Russian supplier No. 7; 15 – Russian supplier No. 8;
16 – Russian supplier No. 9; 17 – Russian supplier No. 10; 18 – Russian supplier No. 11
Из графика рис. 2 следует, что наиболее значительное содержание ртути и ртутьсодержащих соединений фигурирует в углеводородном сырье (н. к. 35–180 °С), что подчеркивает необходимость строгого контроля на этапе переработки и очистки. Согласно полученным данным в табл. 2, эталонным сырьем пиролиза следует считать ПНГ, поскольку в нем содержание ртути и ртутьсодержащих соединений не превышает среднее гармоническое значение (94,07 нг/м3).
На рис. 3 представлен график среднего содержания ртути и ртутьсодержащих соединений в жидких продуктах пиролиза за 2022–2023 гг.
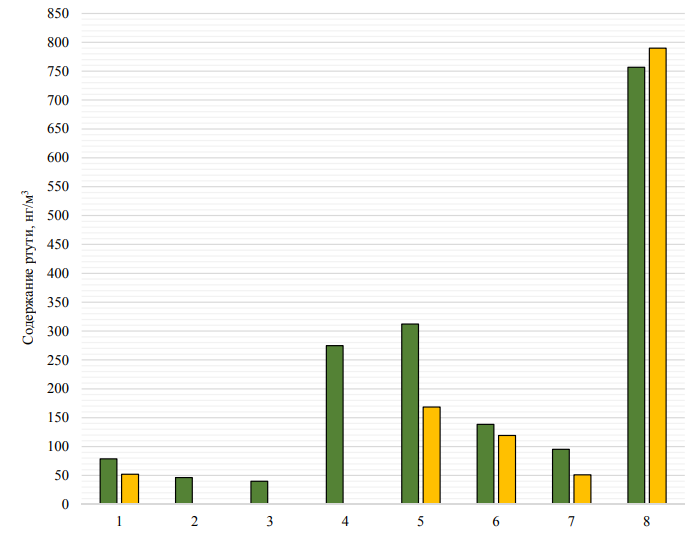
Рис. 3. Среднее содержание ртути и ртутьсодержащих соединений в жидких продуктах пиролиза за 2022–2023 гг.:
1 – этилен до блока очистки; 2 – пропилен после блока очистки; 3 – рецикловый газ;
4 – жидкие продукты пиролиза; 5 – фракция С5; 6 – фракция C6–C8 до гидрирования;
7 – фракция C6–C8 после гидрирования; 8 – фракции С9
Fig. 3. Average content of mercury and mercury-containing compounds in liquid pyrolysis products for 2022-2023:
1 – ethylene before the purification unit; 2 – propylene after the purification unit; 3 – recycle gas;
4 – liquid pyrolysis products; 5 – fraction C5; 6 – fraction C6–C8 before hydrogenation;
7 – fraction C6–C8 after hydrogenation; 8 – fractions C9
Из графика рис. 3 следует, что наиболее значительное содержание ртути и ртутьсодержащих соединений фигурирует во фракциях С5 и С9, что подчеркивает необходимость строгого контроля на этапе переработки и очистки. Согласно полученным данным в табл. 2, эталонными продуктами пиролиза следует считать этилен, пропилен и рецикловый газ, поскольку в нем содержание ртути и ртутьсодержащих соединений не превышает среднее гармоническое значение (92,92 нг/м3).
На основании рис. 2, 3 можно сделать вывод, что ртуть и ртутьсодержащие соединения превышают критические значения и преимущественно концентрируются в жидких фракциях С5+. Тяжелые жидкие углеводороды, как правило, обращаются на участках с использованием стального оборудования, где влияние ртути сказывается минимально, и исключаются из технологического процесса до применения оборудования, содержащего чувствительные к ртути и ее производным алюминиевые сплавы или каталитических систем. Вследствие чего целесообразно извлекать ртутьсодержащие примеси в технологической цепочке на этапе разделения этилена и пропилена от этана и пропана во избежание отравления катализатора полимеризации и эффективного финишного разделения продуктов.
Современные решения для удаления ртути в промышленных процессах
Чистота сырья, в первую очередь отсутствие примесей ртути, имеет решающее значение для обеспечения высокого качества конечного продукта. Ртуть, выступая в роли каталитического яда, нарушает целостность углеродных цепей, что неизбежно ведет к производству некондиционной продукции с забивкой оборудования. На текущий момент на производстве полиэтилена и полипропилена предпринимаются компенсационные мероприятия, такие как более частый межремонтный останов для очистки оборудования полимеризации от забивок распределительных решеток реакторов и линий выгрузки реакторного оборудования.
Помимо этого, примеси ртути и ее производные вступают в химическую реакцию с алюминием, приводя к его разрушению. В связи с этим на производстве пиролиза и установок полимеризации было ограничено использование теплообменников из материалов, содержащих алюминиевые сплавы, что в свою очередь привело к удорожанию стоимости оборудования и увеличению сроков его поставки в случае необходимости ремонта или замены. Таким образом, обостряется необходимость
в совершенствовании уже имеющихся решений по очистке сырья за счет внедрения адсорбентов для удаления ртути и ртутьсодержащих соединений перед каталитическими системами и низкотемпературным оборудованием в процессах разделения.
Для очистки ртути и ртутьсодержащих соединений из газов и жидкостей существуют как регенеративные, так и нерегенеративные процессы их удаления. Во всех процессах используется химическая активность ртути, соединения которой для полного удаления необходимо восстанавливать до элементарной формы. Процессы, где используется хемосорбция, могут одновременно удалять и органические соединения ртути благодаря физической адсорбции.
Для выбора оптимальной системы удаления ртути требуется выполнение комплексного анализа, включающего оценку методов утилизации или регенерации адсорбента, уровней содержания ртути в обрабатываемой среде, действующих экологических стандартов и ограничений, потенциальных операционных рисков, процедур, необходимых для безопасной и эффективной работы оператора установки, а также стоимости всего жизненного цикла системы. Согласно вышеизложенному, применительно к заводу ООО «Ставролен», в связи с заменой существующего узла гликолевой осушки на новый адсорбционный узел осушки пирогаза после нагнетания с IV на V ступень компрессора, целесообразно предусмотреть применение адсорбента не только для эффективного извлечения влаги, но и улавливания паров ртути и ртутьсодержащих соединений (в виде отдельного слоя или аппарата). Ввиду увеличения объемов переработки сырьевых потоков и ужесточения требований заказчика по остаточному содержанию влаги с 5 до 1 ppm, предусмотрена замена существующего узла гликолевой осушки на адсорбционный, который представляет собой более гибкий и современный подход. Данная модернизация в свою очередь позволит достичь более глубокую степень осушки на увеличенных объемах переработки сырья для полимеризации с выходом более качественного продукта. В табл. 3 приведено краткое сравнение абсорбционной и адсорционной осушек.
Таблица 3
Table 3
Краткое сравнение абсорбционной и адсорбционной осушек
A brief comparison between absorption and adsorption drying
|
№ п/п |
Параметр |
Абсорбционная осушка |
Адсорбционная осушка |
|
1 |
Принцип действия |
Поглощение влаги жидким абсорбентом (гликолем) |
Поглощение влаги твердым адсорбентом (цеолиты и окись алюминия) |
|
2 |
Глубина осушки |
Ограничена температурой точки росы по воде, обычно до –40 °С. Остаточное содержание воды в газе – не более 10 мг/м3 |
Позволяет достичь точку росы по воде до –100 °С. Остаточное содержание воды в газе – не более 1 ppm |
|
3 |
Область применения |
Метод используется, где не требуется глубокая осушка газа, в частности для его подготовки к магистральному транспорту для предупреждения образования свободной воды и гидратов |
Метод используется, если требуется высокая глубина осушки газа, в частности для установок низкотемпературной переработки |
|
4 |
Эксплуатационные особенности |
Требует постоянного контроля уровня и свойств абсорбента, более высоких рабочих температур. Наличие значительного количества динамического оборудования (насосов), которое может выйти из строя. Наличие потерь абсорбента, требующего подпитки |
Работает в периодическом режиме |
Таким образом, можно сделать вывод о том, что внедрение новых технологических и конструктивных решений, в частности замена существующей гликолевой осушки на адсорбционную при производстве полимеров, обеспечит следующий ряд преимуществ.
1) снижение числа оборудования и уменьшение количества вспомогательных узлов: отсутствие регенерационных колонн, меньшее число динамического и теплообменного оборудования, за счет чего производство становится компактным и гибким;
2) снижение содержания воды до следовых количеств (1 ppm и менее) и обеспечение глубокой осушки, что позволит достичь низкой точки росы (до –70 °С и ниже).
На рис. 4 представлена блок-схема с учетом замены существующего узла гликолевой осушки (обозначен пунктиром) на новый адсорбционный узел осушки пирогаза (обозначен серым цветом) после нагнетания с IV на V ступень компрессора. В составе нового адсорбционного узла осушки пирогаза (в квадрате серого цвета) предусмотрен слой адсорбента для улавливания ртути, который позволит снизить ее содержание до 10 нг/м3.
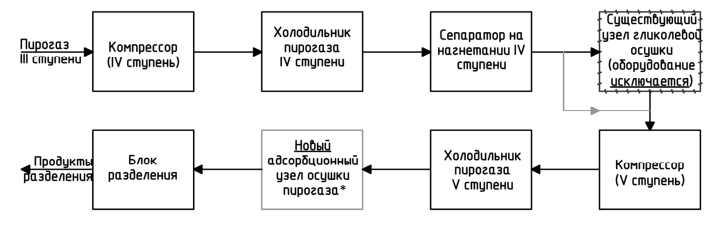
Рис. 4. Блок-схема с учетом замены существующего узла гликолевой осушки
на новый адсорбционный узел осушки пирогаза
Fig. 4. Block diagram taking into account the replacement of the existing glycol drying unit
with a new pyrogas drying adsorption unit
Компримированный газ с V ступени охлаждается, после чего происходит разделение пирогаза и пироконденсата. Обе фазы направляют в раздельные адсорберы-осушители, откуда подают в колонны блока разделения. На рис. 5 отображена блок-схема адсорбционного узла осушки пирогаза.
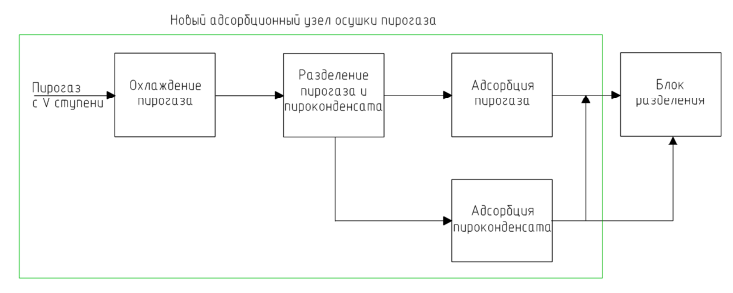
Рис. 5. Блок-схема нового адсорбционного узла осушки пирогаза
Fig. 5. Block diagram of a new adsorption unit for pyrogas drying
Благодаря данной реконструкции в дальнейшем будет исключена необходимость применения двух отдельных аппаратов очистки в процессах полимеризации. Это технологическое решение не только оптимизирует производственный процесс, но и существенно сократит затраты на обслуживание оборудования.
Кроме того, внедрение нового адсорбционного узла позволит значительно повысить эффективность очистки пирогаза, что в свою очередь снизит уровень выбросов вредных веществ в атмосферу и минимизирует экологический риск. Использование современных адсорбентов, способных эффективно улавливать токсины, также будет способствовать соблюдению новых стандартов охраны окружающей среды и безопасности на производстве.
Заключение
Проблеме наличия ртути необходимо уделять пристальное внимание еще на стадии выбора технологической цепочки процессов подготовки и переработки сырья и продуктов. Если примеси не будут учтены заранее, это может привести к тому, что технологические установки будут работать неэффективно или даже выйдут из строя. Данный факт повлечет за собой непредвиденные расходы и необходимость применения дополнительных компенсирующих мероприятий или специальных решений.
В связи с потенциальным наличием ртути и ртутьсодержащих соединений в сырье и продуктах на внутреннем рынке нефтегазовой промышленности России, необходимо активно развивать отечественные стандарты и технические условия, которые бы предъявляли требования к контролю по содержанию ртути.
Таким образом, вопросы контроля содержания ртути в сырье и продуктах должны стать приоритетными на всех стадиях технологического процесса. Системный подход к этой проблеме позволит не только минимизировать риски, связанные с эксплуатацией оборудования, но и существенно снизить финансовые потери, связанные с непредвиденными остановками и ремонтами. Разработка и внедрение строгих отечественных стандартов станут залогом безопасности и эффективности работы нефтегазовой отрасли в России. Это поможет защитить не только производственные мощности, но и окружающую среду, учитывая, что ртуть и ее соединения являются опасными и чрезвычайно токсичными загрязнителями.
1. Шевкунов С. Н. Процессы переработки газового конденсата с повышенным содержанием ртути // Актуал. проблемы добычи газа. 2018. № 1 (33). С. 207–215.
2. Morrison J. NAM recovers mercury produced with Dutch natural gas // Oil and gas Journal. 1972. Vol. 70. N. 16. P. 72–73.
3. ASTM D7622-20. Standard test method for total mercury in crude oil using combustion and direct cold vapor atomic absorption method with Zeeman background correction. URL: https://catalogue.normdocs.ru/catalog/com.normdocs.astm.card.d7622-20/Standard-ASTM-D7622-20 (дата обращения: 01.11.2025).
4. ГОСТ 28726.2–2018 (ISO 6978-2:2003). Газ природный. Определение ртути. Часть 2. Подготовка пробы путем амальгамирования сплава золото/платина = Natural gas. Determination of mercury. Part 2. Sampling of mercury by amalgamation of gold/platinum alloy. URL: https://docs.cntd.ru/document/1200160091 (дата обращения: 01.11.2025).
5. Кидни А. Дж., Парриш У. Р., Маккартни Д. Основы переработки природного газа / пер. с англ. яз. 2 изд. под ред. О. П. Лыкова, И. А. Голубевой. СПб.: Профес-сия, 2014. 664 с.
6. Федорова Е. Б. Современное состояние и развитие мировой индустрии сжиженного природного газа: технологии и оборудование. М.: РГУ нефти и газа, 2011. 158 с.
7. Арыстанбекова С. А., Лапина М. С., Волынский А. Б. Разработка нормативно-технической документации для газовой отрасли в химико-аналитической лаборатории «Газпром ВНИИГАЗ» // Лаборатория и производство. 2018. № 3 (3). С. 116–121.
8. Арыстанбекова С. А. Разработка ГОСТ «Природный газ. Определение ртути. Часть 2: Подготовка пробы путем амальгамирования сплава золото/платина». URL: https://www.tk-52.ru/fileadmin/f/activitiy/meetings/2017.11.30/Arystanbekova_GGP_Opredelenie_rtuti_CHast_2.pdf (дата об-ращения: 01.11.2025).
