





Russian Federation
The article focuses on studying the foaming process in the amine solutions (diethanolamine (DEA) and methyldiethanolamine (MDEA)) on an example of the model mixtures containing different organic and inorganic impurities and their combinations: oxalic acid, formic acid, corrosion inhibitor, hydrocarbons, amine decomposition products, mechanical impurities. It has been found that the greatest influence on foaming in the DEA solution is exerted by its decomposition products containing the formic acid, and at a concentration of 3% by weight the foam height increased by more than 3 times, and the foam stability - by 20 times. Oxalic acid also has a significant effect on foaming: at a concentration of 1 g/l the foam height increased by 3 times, and the foam stability - by more than 5 times. The decomposition products of DEA containing oxalic acid have a rather noticeable effect - the height and stability of the foam increased by 2.8 and 6.8 times, respectively. The foam grew least in the presence of formic acid - by 2 times, at the same time the stability was enhanced by more than 4 times. It has been stated that hydrocarbons have the greatest influence on foaming of the MDEA solution - at a concentration of 0.5% vol. the foam height increased by more than 1.7 times, and the stability of the foam - by 5 times. Similarly, the decomposition products of MDEA made a significant impact – the foam height increased by more than 1.7 times, and the foam stability - by 11 times. Mechanical impurities caused an increase in the foam height by more than 1.6 times and in stability by 1.4 times. Introducing a corrosion inhibitor foaming gave the least result - the foam height decreased by 2.8 times, and the stability increased by 2 times. There has been found the mutual influence of impurities in the MDEA solution, which could be seen in the mutual suppression of foaming in the double and triple mixtures compared with the single-component solutions.
diethanolamine, methyldiethanolamine, foaming, foam height and stability, impurities in amine solution, decomposition products
Введение
Серьезной проблемой при эксплуатации установок абсорбционной очистки газа с применением аминовых абсорбентов является загрязнение абсорбента примесями различного происхождения и, как следствие, вспенивание абсорбента. С этими проблемами в той или иной мере сталкиваются все предприятия, на которых имеется подобная технология очистки высокосернистого газа [1–5]. Необходимо проведение исследований причин загрязнения абсорбента и влияния на его вспенивание различных пенообразующих веществ.
Целью настоящей работы является изучение влияния природы и концентрации примесей органической и неорганической природы (ингибитор коррозии, углеводороды, продукты деградации аминов, кислоты, механические примеси) на вспенивание растворов диэтаноламина (ДЭА) и метилдиэтаноламина (МДЭА).
Исследования проходили в два этапа. Первый этап заключался в изучении влияния муравьиной и щавелевой кислот на вспениваемость раствора ДЭА. Также были проведены исследования влияния продуктов деградации ДЭА, полученных путем вакуумной перегонки растворов ДЭА, содержащих вышеуказанные кислоты на вспениваемость раствора. На втором этапе исследовали влияние различных примесей и их комбинаций на вспениваемость раствора МДЭА.
Объекты и методы исследований
Объекты исследования: раствор ДЭА (ТУ 2423-178-00203335-2007) в концентрации 45 %, муравьиная и щавелевая кислота в разных концентрациях, продукты деградации ДЭА (ПДД), полученные при вакуумной дистилляции модельных смесей, содержащих муравьиную и щавелевую кислоты при температуре 200 °С; раствор МДЭА в концентрации 40 %, продукты деградации МДЭА (ПДМ), полученные при вакуумной дистилляции раствора МДЭА, ингибитор коррозии «Додиген 4482-1» (спецификация фирмы Clariant Iberica EN-10204-3.1); дизельная фракция, отобранная с атмосферной колонны комбинированной установки переработки газового конденсата; уголь активный осветляющий древесный порошкообразный ОУ-А (ГОСТ 4453-74), который был использован в качестве механических примесей.
Интервалы концентраций примесей определены исходя из значений, в пределах которых возможно изменение их содержания на основании многолетних наблюдений за работой установок аминовой очистки газа.
Критериями оценки пенообразования служили показатели высоты и стабильности (времени разрушения) пены, определяемые по СТП 05780913.25.13-2013 ООО «Газпром добыча Астрахань». Методика оценки заключалась в следующем: испытуемый раствор амина продувают воздухом через фильтр-диспергатор (рис. 1) с постоянной скоростью в течение определенного времени, по истечении которого замеряли высоту пены в миллиметрах. Затем подачу воздуха прекращают и замеряют время разрушения пены в секундах – стабильность пены. Все эксперименты проводили не менее трех раз.
Ранее авторами [3–5] были проведены исследования влияния различных примесей на пенные характеристики раствора ДЭА. В связи с тем, что в последнее время проводятся работы по замене ДЭА на более энергоемкий МДЭА, нами были проведены исследования влияния различных примесей-пенообразователей на МДЭА.
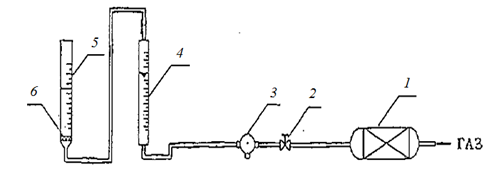
Рис. 1. Схема лабораторной установки по определению вспениваемости амина: 1 – фильтр для осушки воздуха;
2 – регулятор расхода воздуха; 3 – трехходовой кран; 4 – ротаметр; 5 – барботер; 6 – фильтр-диспергатор воздуха
Fig. 1. Layout of a laboratory unit for determining the amine foaming capacity: 1 - filter for drying air;
2 - air flow regulator; 3 - three-way valve; 4 - rotameter; 5 - bubbler; 6 - air dispersing filter
Для выделения (получения) ПДД и ПДМ была собрана установка вакуумной перегонки рабочего раствора амина, отобранного из установок очистки газа от кислых компонентов Астраханского газоперерабатывающего завода (АГПЗ) (рис. 2). Установка состоит из термометра 1, дефлегматора 2, круглодонной колбы 3, колбонагревателя 4, прямого холодильника 5, колбы Бунзена для сбора продукции вакуумной разгонки 6, вакуумметра 7. Для регулирования вакуума предусмотрен зажим 8.
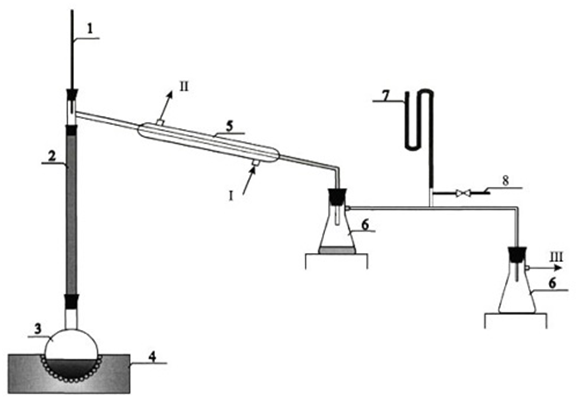
Рис. 2. Лабораторная установка вакуумной перегонки водного раствора абсорбента:
I и II – вход и выход охлаждающей воды; III – соединение с вакуумным насосом
Fig. 2. Laboratory unit for vacuum distillation of an absorbent aqueous solution:
I and II - inlet and outlet of cooling water; III - connection to a vacuum pump
Вакуумная перегонка раствора амина проходила при постоянном остаточном давлении 15 мм ртутного столба. Контроль давления проводили вакуумметром. Количество абсорбента, подвергаемого вакуумной перегонке, составляло 400–450 мл.
Результаты исследования влияния природы и концентрации примесей в растворе ДЭА на его пенообразование
До проведения исследований определили высоту и время осаждения пены 45 %-го водного раствора ДЭА. Полученные результаты (высота пены – 23 мм, время осаждения пены – 15 с) послужили в качестве исходных данных при сравнении полученных результатов исследований.
На первом этапе исследований в раствор ДЭА вводили различные примеси, варьируя их концентрации. Результаты экспериментальных исследований по влиянию различных примесей в аминовом растворе на его пенообразующие свойства представлены на рис. 3.
а
б
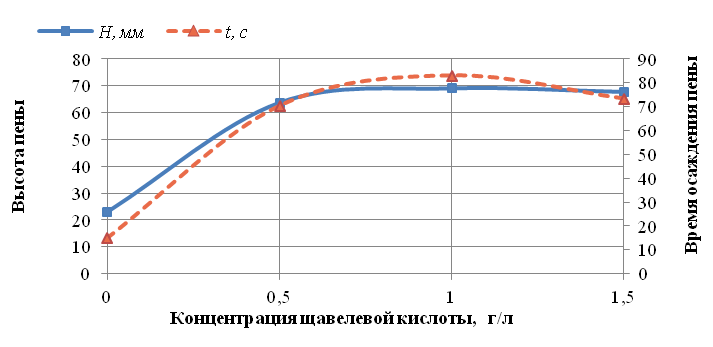
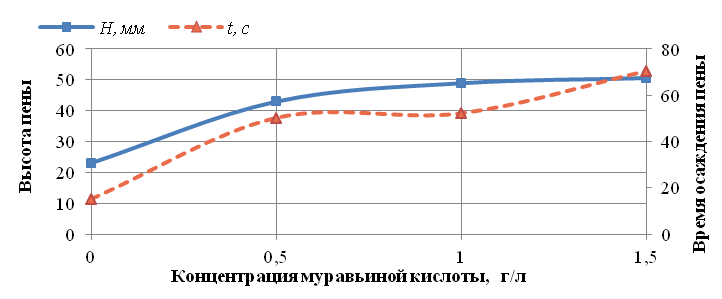
Рис. 3. Зависимость высоты Н, мм, и времени осаждения пены t, с, от концентрации примеси:
а – щавелевая кислота; б – муравьиная кислота
Fig. 3. Dependence of the height H, mm, and the foam deposition time t, s, on the impurity concentration:
a - formic acid; б - oxalic acid
Согласно графикам добавление в исходный раствор муравьиной и щавелевой кислот увеличивает пенообразующую способность раствора ДЭА. В случае с муравьиной кислотой пенообразующая способность стала средней уже при концентрации 0,5 г/л, а максимального значения в 51 мм она достигла при концентрации 1,5 г/л. Значение стабильности пены при этой же концентрации было 71 с, что определяется как «повышенная».
Аналогично примесь щавелевой кислоты вызвала повышенное пенообразование до значения в 64 мм при концентрации в 0,5 г/л. Максимальное значение высоты и стабильности пены отмечалось при концентрации 1 г/л и равнялось 69 мм и 83 с соответственно.
Результаты исследования влияния продуктов деградации, полученных в процессе вакуумной перегонки модельных растворов ДЭА на вспениваемость
На установке вакуумной дистилляции (см. рис. 2) получили ПДД из следующих растворов: 45 %-й водный раствор ДЭА, 45 %-й водный раствор ДЭА с 1,5 мг/л муравьиной кислоты (модель 1), 45 %-й водный раствор ДЭА с 1,5 мг/л щавелевой кислоты (модель 2). Полученные ПДД с концентрациями 3 и 5 % масс. добавляли в 45 %-й водный раствор ДЭА и изучали вспенивание на лабораторной установке (см. рис. 1). Полученные значения указаны в табл. 1 и 2.
Таблица 1
Table 1
Результаты исследования вспенивания ДЭА
с добавлением 3 % ПДД
Results of studying foaming DEA with 3% SDA added
|
3 % ПДД |
Высота пены, мм |
|
Муравьиная кислота |
69,7 |
|
Щавелевая кислота |
65,3 |
|
45 %-й ДЭА |
45,0 |
Таблица 2
Table 2
Результаты исследования вспенивания ДЭА
с добавлением 5 % ПДД
Results of studying foaming DEA with 5% SDA added
|
5 % ПДД |
Высота пены, мм |
|
Муравьиная кислота |
75,3 |
|
Щавелевая кислота |
60,0 |
|
45 %-й ДЭА |
47,3 |
Результаты исследования вспенивания ДЭА с добавлением 3 и 5 % ПДД приведены на рис. 4. Зависимость стабильности пены от добавления ПДД к раствору ДЭА представлена на рис. 5.
Результаты исследований (рис. 4 и 5) подтверждают, что добавление ПДД увеличивает пенообразование раствора ДЭА. Исходя из данных, представленных в табл. 1 и 2, можно сделать вывод, что добавление 5 % ПДД к раствору ДЭА вызывает повышенную пенообразующую способность. Стабильность пены увеличивается пропорционально с увеличением концентрации ПДД.
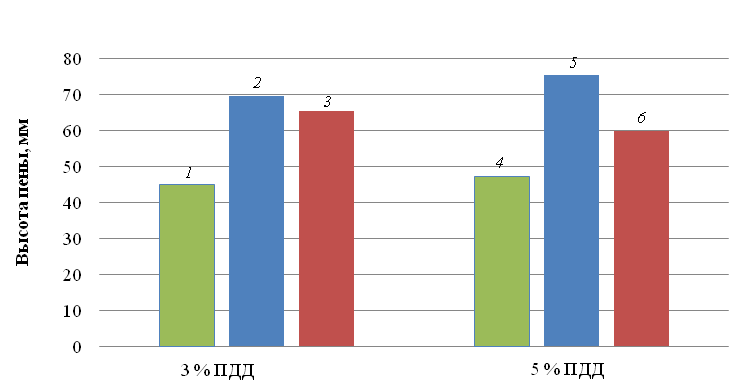
Рис. 4. Зависимость высоты пены от добавления ПДД к ДЭА: 1 – 45 %-й ДЭА + 3 % ПДД;
2 – 45 %-й ДЭА + 3 % ПДД модели 1; 3 – 45 %-й ДЭА + 3 % ПДД модели 2; 4 – 45 %-й ДЭА + 5 % ПДД;
5 – 45 %-й ДЭА + 5 % ПДД модели 1; 6 – 45 %-й ДЭА + 5 % ПДД модели 2
Fig. 4. Dependence of the foam height on adding SDA to DEA: 1 - 45% DEA + 3% SDA;
2 - 45% DEA + 3% SDA model 1; 3 - 45% DEA + 3% SDA model 2; 4 - 45% DEA + 5% SDA;
5 - 45% DEA + 5% SDA model 1; 6 - 45% DEA + 5% SDA model 2
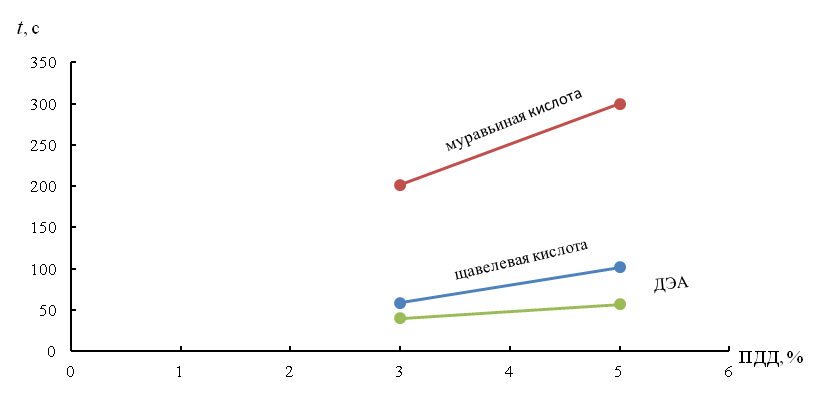
Рис. 5. Зависимость стабильности пены от добавления ПДД к раствору ДЭА
Fig. 5. Dependence of the foam stability on addition of SDA to the DEA solution
Результаты исследования влияния различных примесей и их комбинаций на вспенивание раствора МДЭА
Результаты экспериментальных исследований влияния различных примесей в растворе МДЭА на его пенообразующие свойства представлены на рисунках ниже. Исходный раствор МДЭА без примесей характеризуется очень низкой пенообразующей способностью и средней стабильностью пены.
На рис. 6 представлена зависимость высоты и стабильности пены от концентрации дизельной фракции в растворе МДЭА, где при увеличении концентрации наблюдается практически равномерное увеличение высоты пены, а также почти прямо пропорциональная зависимость времени разрушения пены. Максимум значений наблюдается при концентрации 0,5 % об. В промежутке между 0,1 и 0,5 % об. происходило резкое увеличение стабильности пены. Максимальное значение данного показателя составило 110 с.
На рис. 7 приведены результаты при вводе в исследуемую модельную смесь ингибитора коррозии «Додиген».
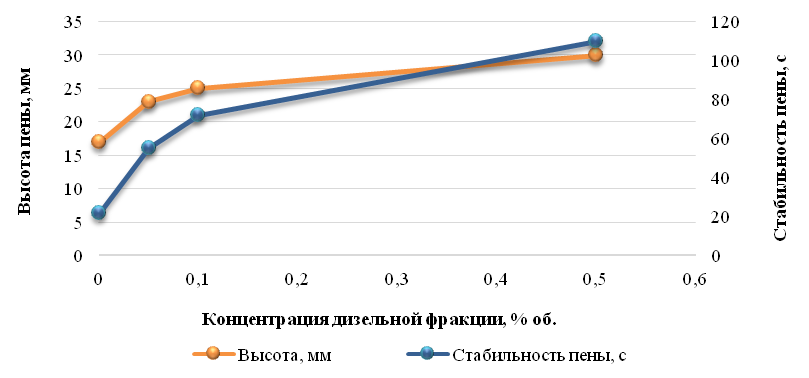
Рис. 6. График зависимости высоты и стабильности пены от концентрации дизельной фракции в растворе МДЭА
Fig. 6. Graph of the dependence of the height and stability of the foam on the concentration
of the diesel fraction in the MDEA solution
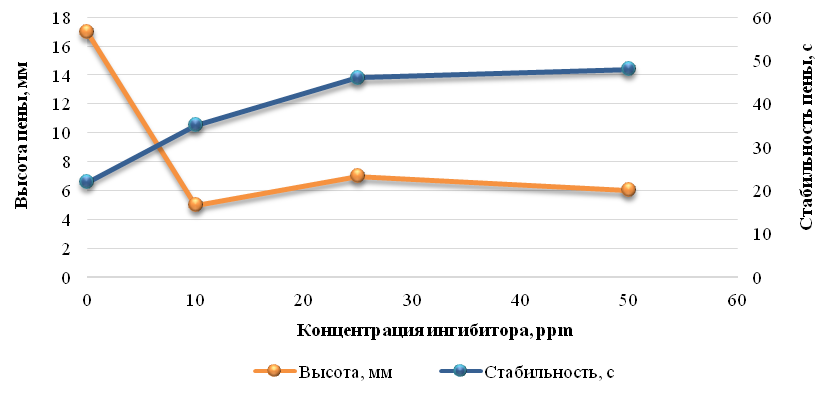
Рис. 7. График зависимости высоты и стабильности пены
от концентрации ингибитора коррозии «Додиген» в растворе МДЭА
Fig. 7. Graph of the dependence of the height and stability of the foam on the concentration
of the corrosion inhibitor Dodigen in the MDEA solution
Исследования выявили неоднозначные результаты: сначала произошло резкое снижение значений высоты пены при повышении концентрации ингибитора коррозии, далее плавный рост, а при 25 ppm – снова снижение.
С повышением концентрации ингибитора коррозии в аминовом растворе наблюдали плавное увеличение значений стабильности пены. При достижении концентрации 25 ppm наблюдается выравнивание графика и стабильность данных. Высота и стабильность пены находятся на низком уровне. При концентрации ингибитора коррозии 50 ppm наблюдается максимум – 48 с. Пена не осаждается до конца, остается тонкий слой на поверхности жидкости (рис. 8).

Рис. 8. Осаждение пены при добавлении ингибитора коррозии «Додиген» в раствор МДЭА
Fig. 8. Deposition of foam when adding the corrosion inhibitor Dodigen to the MDEA solution
Данные на рис. 9 доказывают, что максимальные значения высоты и стабильности пены достигаются при концентрации ПДМ 5 % масс. и составляют 27 мм и 248 с соответственно. Продукты деградации МДЭА не вызывают сильного увеличения высоты столба пены, но фиксируют самый высокий показатель стабильности пены.
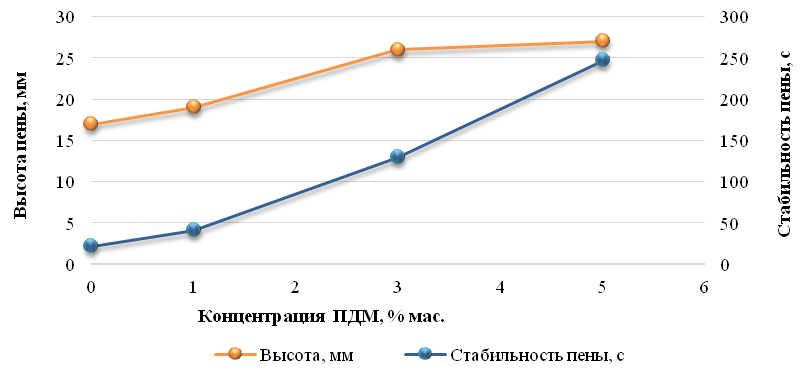
Рис. 9. График зависимости высоты и стабильности пены от концентрации ПДМ
Fig. 9. Graph of the dependence of the height and stability of the foam on the PDM concentration
Изучение влияния механических примесей (рис. 10) выявило, что в небольшом количестве (до 0,01 % масс.) они приводят к резкому увеличению вспениваемости амина. Далее значения несколько снижаются и стабилизируются. Вероятно, что высокое содержание твердых частиц на границе раздела фаз «жидкость – газ» снижало прочность пены, поэтому наблюдается падение значения стабильности пены. Максимальное значение высоты пены при концентрации механических примесей 0,05 % масс. составляет 28 мм, не отличаясь большими значениями.
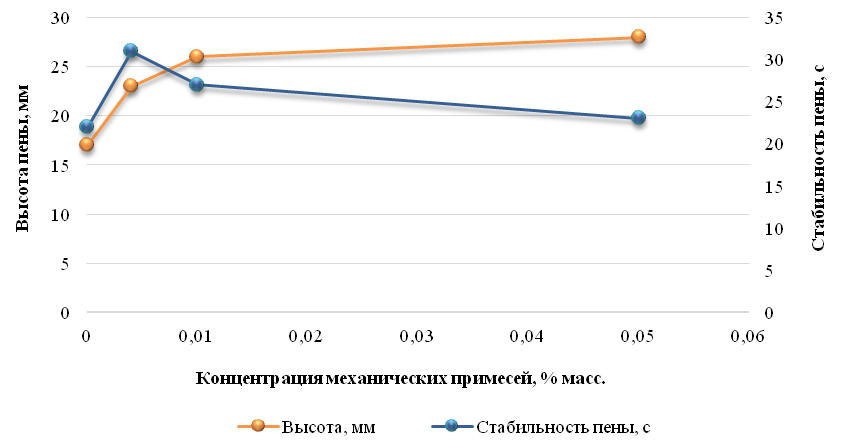
Рис. 10. График зависимости высоты и стабильности пены от концентрации механических примесей
в растворе МДЭА
Fig. 10. Graph of the dependence of the height and stability of the foam on the concentration of mechanical impurities
in the MDEA solution
В процессе изучения совместного взаимодействия двойных и тройных систем методом комбинаций поверхностно-активных веществ были получены следующие зависимости (табл. 3).
Таблица 3
Table 3
Зависимость пенных характеристик от совместного воздействия на абсорбент ДЭА
различных пенообразующих веществ
Dependence of foam characteristics on the combined effect of different foaming substances on the DEA absorbent
|
Компоненты* |
Н, мм |
t, с |
|
Д + И |
29,3 |
83 |
|
Д + ПДМ |
21 |
67 |
|
Д + М |
21,7 |
64 |
|
И + ПДМ |
28 |
59 |
|
И + М |
30,3 |
50,3 |
|
ПДМ + М |
7 |
31 |
*Д – дизельная фракция; И – ингибитор; М – механические примеси.
При эксплуатации процесса аминовой очистки высокосернистых газов в рабочий абсорбент возможно попадание различных примесей, и поэтому интерес при исследовании вызывает влияние различных примесей на вспенивание как по отдельности (см. выше), так и их совместное влияние на вспенивание. Для этого нами исследовано изменение пенных характеристик в присутствии двух пенообразующих элементов. Полученные данные приведены на рис. 11.
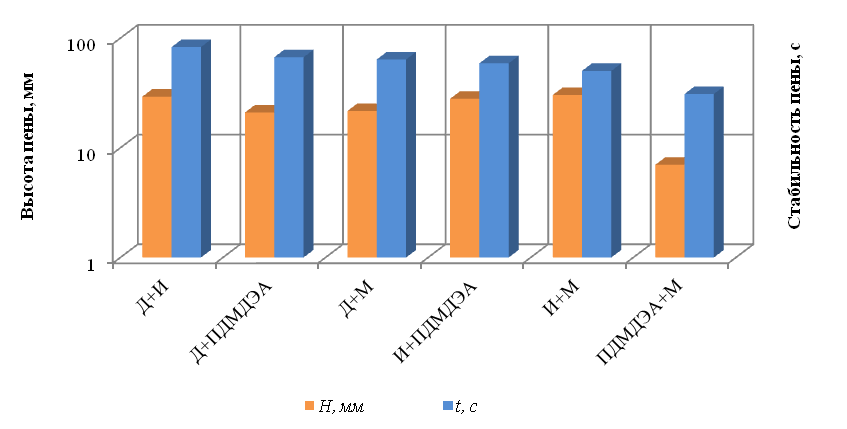
Рис. 11. Пенные характеристики двойных систем примесей в растворе МДЭА
Fig. 11. Foam characteristics of binary systems of impurities in MDEA solution
Согласно графику (рис. 11) высота пены имеет самое низкое значение при взаимном нахождении в растворе МДЭА продуктов деградации и механических примесей. Все остальные двойные системы примерно находятся на одном среднем значении (см. табл. 3). Данные показатели сильно ниже в сравнении с другими алканоламинами. Время разрушения пены активно уменьшается с самым минимальным значением у продуктов деградации и механических примесей.
При совместном действии трех компонентов, вызывающих пенообразование раствора амина (рис. 12) наблюдали небольшое увеличение столба пены. Самое большое значение имеет система И + ПДМ + М – 32,3 мм. Время разрушения пены уменьшается. Самое долгое разрушение пены наблюдалось у Д + И + ПДМ.
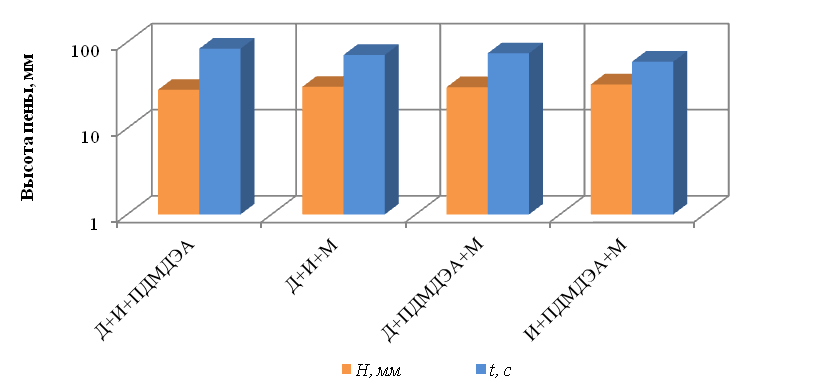
Рис. 12. Пенные характеристики тройных систем примесей в растворе МДЭА
Fig. 12. Foam characteristics of ternary impurity systems in the MDEA solution
Таким образом, результаты исследований выявили, что к вспениванию амина приводит попадание в него примесей различного характера, а также те продукты, которые образуются при термическом разложении рабочего абсорбента.
Выводы
- Доказано, что попадание в раствор ДЭА щавелевой кислоты увеличивает его пенообразующую способность, причем уже при концентрации 1 г/л высота пены возрастала в 3 раза, а стабильность пены – более чем в 5 раз. Присутствие муравьиной кислоты также вызвало повышенное пенообразование, а именно: увеличение высоты пены в 2 раза, а стабильности пены – более чем в 4 раза по сравнению с исходным раствором.
- Установлено, что попадание в раствор ДЭА продуктов его деградации, полученных в процессе вакуумной перегонки модельных растворов ДЭА, содержащих кислоты, вызывает повышенное пенообразование уже при концентрации 3 %. В случае с ПДД, содержащими муравьиную кислоту, высота пены возрастала более чем в 3 раза, а стабильность пены – в 20 раз. В случае с ПДД, содержащими щавелевую кислоту, высота и стабильность пены увеличились в 2,8 и 6,8 раза соответственно.
- Наибольшее влияние на пенообразование раствора МДЭА оказывают углеводороды, при концентрации 0,5 % об. высота пены возрастала более чем в 1,7 раза, а стабильность пены – в 5 раз.
Подобным образом значительное влияние оказывают ПДМ: высота пены увеличилась более чем в 1,7 раза, а стабильность пены – в 11 раз.
Присутствие механических примесей приводило к увеличению высоты пены более чем в 1,6 раза и стабильности – в 1,4 раза. Менее всего вызывает пенообразование внесение ингибитора коррозии – высота пены снизилась в 2,8 раза, а стабильность пены увеличилась более чем в 2 раза.
- Установлено взаимное влияние примесей в растворе МДЭА, которое выражалось во взаимном подавлении пенообразования в двойных и тройных смесях, по сравнению с однокомпонентными растворами. Высота пены в двойных системах находится примерно на одном среднем значении. Данные показатели сильно ниже в сравнении с другими алканоламинами.
1. Shpeleva L. S., Al'girieva R. R., Chudievich D. A. Kompleksnoe reshenie problemy kachestva rabochikh rastvorov amina na ustanovkakh ochistki vysokosernistykh gazov. Innovatsionnyi potentsial molodykh uchenykh i spetsialistov [Complex solution of problem of quality of working amine solutions at high-sulphur gas treatment plants. Innovative potential of young scientists and specialists]. Materialy nauchno-prakticheskikh konferentsii molodykh uchenykh i spetsialistov OAO «Gazprom» - prizerov 2010 g. Moscow, Gazprom-ekspo Publ., 2010. Vol. 2. Pp. 71-78.
2. Chudievich D. A., Tarakanov G. V., Kovalenko V. P., Shpeleva L. S., Aituarova R. R. Zagriaznenie rabochikh rastvorov amina na ustanovkakh ochistki gaza ot kislykh komponentov [Pollution of working amine solutions at plants for gas purification of acidic components]. Gazovaia promyshlennost', 2010, no. 4, pp. 46-48.
3. Lavrent'ev I. A. Primenenie metildietanolamina na ustanovkakh ochistki gazov: zamena aminov na MDEA, ekspluatatsiia ustanovok, perspektivy ispol'zovaniia na vnov' sozdavaemykh ustanovkakh. Neftegaz-Intekheko - 2009 [Using methyldiethanolamine in gas treatment plants: replacement of amines with MDEA, operation of plants, prospects for use in newly created plants. Neftegaz-Intekheco - 2009]. Sbornik dokladov II Mezhdunarodnoi konferentsii (Moskva, 01-02 dekabria 2009 g.). Moscow, Intekheko Publ., 2009. P. 45.
4. Pivovarova N. A., Gibadullin R. F., Salmakhaev R. D., Sasina T. I. Issledovanie penoobrazuiushchei sposobnosti aminovogo rastvora pod vliianiem razlichnykh primesei [Studying foaming ability of amine solution under influence of different impurities]. Vestnik Astrakhanskogo gosudarstvennogo tekhnicheskogo universiteta, 2018, no. 2 (66), pp. 77-83.
5. Chudievich D. A. Sovershenstvovanie tekhnologii penogasheniia na ustanovkakh aminovoi seroochistki uglevodorodnykh gazov: dis. … kand. tekhn. nauk [Improving technology of defoaming at plants of amine desulphurization of hydrocarbon gases: Diss. … Cand. Tech. Sci.]. Astrakhan', 2000. 162 p.
