




Russian Federation
An increase in the number of gas deposits in Russia with a high content of acidic components (hydrogen sulfide, carbon dioxide, etc.), as well as stricter environmental requirements for commercial gas, are of paramount im-portance. Along with the fact that such purification processes make it possible to obtain commercial gas with a high degree of purification, there are a number of problems during their operation. The determination of the mutual influence of the main technological parameters of the purification process (gas consumption, amine concentration, defoamer consumption, pressure, temperature, degree of saturation, etc.), as well as the influence of extraneous factors (mechanical impurities, decomposition of amine, thermostable salts, surfactants, etc.), based on statistical data and using computer technology allowed formulate the main critical parameters. The dependence form of the predictive equation and the determination of the reliability of the obtained relationships were determined on the basis of multifactorial regression analysis using standard functions of the S-PLUS program. The array of initial information is represented by a number of observations, represented by seven variables: the content of impurities in the mixture, the absorption rate, the density of the solution, viscosity at 25 °C, surface tension, and the content of thermostable salts. Based on the analysis, the article provides predictive equations for changes in the main performance indicators of the absorbent due to the content of impurities in it, as well as other interfering components. The ability of the technological installation's maintenance personnel to analyze dependencies and graphical relationships makes it possible to stabilize the process and conduct it without deviating from technological regulations. The information resource “Analysis of absorbent consumption at desulfurization plants” allows you to quickly obtain information about the amount of circulating working solution, as well as analyze consumption and losses at any time interval within the database.
sour gas treatment, temperature, pressure, flow rate, correlation, data array, absorbent
Введение
Подготовка высокосернистых природных газов к подаче потребителю требует применение сложных технологий очистки. На сегодняшний день таких способов в мире существует несколько десятков. Выбор технологий очистки и аппаратурного оформления процесса зависит от состава добываемого природного газа (или попутного нефтяного газа), в частности, от так называемых «кислых газов». Под этим выражением подразумевается наличие в газе сероводорода и углекислого газа, а также различных органических соединений серы.
Классическим способом очистки высокосернистых газов от сероводорода в присутствии двуокиси углерода является абсорбционная аминовая очистка с использованием жидких абсорбентов. Примером очистки высокосернистого природного газа является технология аминовой абсорбции, применяемая на Астраханском газоперерабатывающем заводе филиала ООО «Газпром переработка». Технология абсорбционной очистки газа с использованием алканоламинов (МЭА, ДЭА, МДЭА и др.) высокоэффективна и позволяет получить степень очистки газа в соответствии с нормативными требованиями. Однако одним из существенных недостатков является вспенивание абсорбента, причем в независимости от его природы. Процесс очистки осуществляется в колонном аппарате (абсорбере) и в режиме постоянного барботирования (снизу газ проходит через проходящий сверху поток жидкого абсорбента). Согласно исследованиям и расчетам [1, 2], даже в стабильном режиме 1/3 колпачковой тарелки всегда занята пеной.
При попадании в такую благоприятную среду различных пенообразователей (поверхностно-активных веществ (ПАВ), углеводородов, продуктов термического разложения и др.) процесс вспенивания абсорбента может оказаться неуправляемым, что в свою очередь приводит к нарушению технологического процесса, потере качества газа, а также дорогостоящего абсорбента.
Оперативному реагированию обслуживающего персонала на технологические проблемы процесса могут помочь знания о причинах их возникновения, взаимного влияния основных технологических параметров на ведение процесса.
Для изучения взаимовлияния различных технологических параметров на процесс очистки газа от кислых компонентов авторами статьи были проанализированы группы данных за более чем 5 лет работы одной из действующих установок очистки газа от кислых компонентов газоперерабатывающего завода.
Для определения взаимного влияния технологических параметров на процесс очистки было принято решения объединить эти параметры в две рабочие группы. В первую группу включены производительность установки, температура куба абсорбера, расход пеногасящих реагентов, во вторую группу – количество абсорбента в системе, концентрация регенерированного абсорбента, расход пеногасящих реагентов.
Целью данного исследования являлось определения зависимости качества очищенного газа и стабильности технологического процесса от изменения вышеперечисленных параметров.
Многофакторный регрессионный анализ с применением стандартных функций программы S-PLUS
Форма зависимости прогнозирующего уравнения и определение надежности полученных связей определены на основе многофакторного регрессионного анализа с применением стандартных функций программы S-PLUS [3].
Массив исходной информации представлен рядом наблюдений, представленных семью переменными: Х – содержание примесей в смеси, %; W – скорость абсорбции, г/см3 в мин; P – плотность раствора, г/см3; V – вязкость при 25 °С, МПа·с; N – поверхностное натяжение, мН/м; Т – содержание термостабильных солей, масс. %; Н – вспенивание, мм.
Количество наблюдений составляют малую из 17 рядов статистическую выборку. Большинство из переменных либо имеет нормальное распределение, либо близкое к нормальному. Основные параметры наблюдений приведены в табл. 1.
Таблица 1
Table 1
Основные параметры наблюдений
The main parameters of observations
|
Значение |
X |
W |
P |
V |
N |
T |
H |
|
Минимум |
0,17 |
77,00 |
1,045 |
5,50 |
11,20 |
0,0875 |
0,00 |
|
Среднее |
3,92 |
218,81 |
1,051 |
6,91 |
14,33 |
0,410 |
75,90 |
|
Медиана |
1,90 |
233,50 |
1,047 |
6,15 |
14,76 |
0,336 |
49,45 |
|
Максимум |
15,00 |
299,00 |
1,080 |
12,40 |
15,97 |
0,940 |
280,00 |
|
Стандартное отклонение |
4,14 |
62,42 |
0,009 |
1,89 |
1,27 |
0,219 |
84,50 |
Анализ взаимосвязей исследованных параметров представлен в графической форме (рис. 1) и матрицы взаимных корреляций (табл. 2).
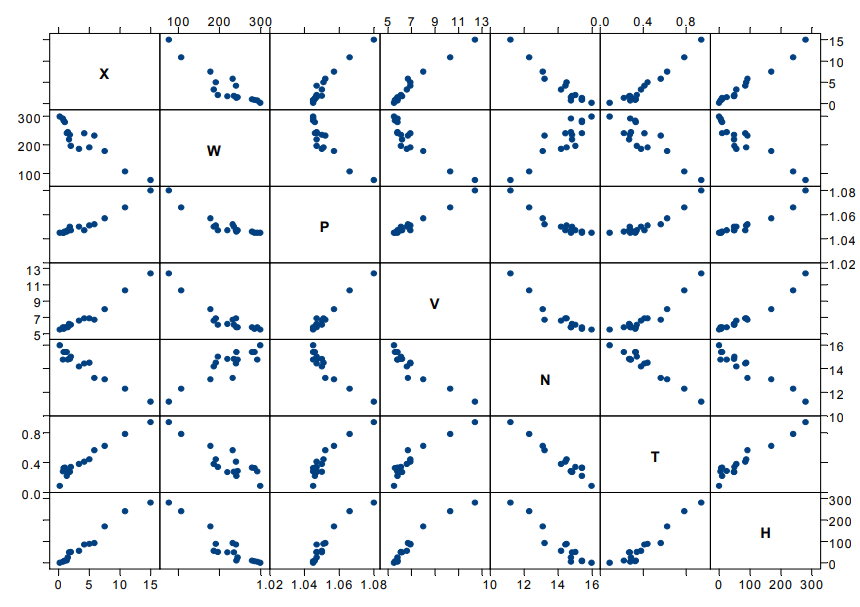
Рис. 1. Графики взаимных корреляций
Fig. 1. Cross-correlation graphs
Таблица 2
Table 2
матрица взаимных корреляций
The matrix of mutual correlations
|
X |
W |
P |
V |
N |
T |
H |
|
|
–0,90 |
0,97 |
0,98 |
–0,97 |
0,97 |
0.99 |
|
–0,90 |
|
–0,89 |
–0,90 |
0,87 |
–0,86 |
–0,92 |
|
0,97 |
–0,89 |
|
0,99 |
–0,93 |
0,92 |
0,95 |
|
0,98 |
–0,90 |
0,99 |
|
–0,93 |
0,93 |
0,97 |
|
–0,97 |
0,87 |
–0,93 |
–0,93 |
|
–0,97 |
–0,95 |
|
0,98 |
–0,86 |
0,92 |
0,93 |
–0,97 |
|
0,96 |
|
0,99 |
–0,92 |
0,95 |
0,97 |
–0,95 |
0,96 |
|
В качестве функции при проведении дальнейших построений принято содержание примесей в смеси Х.
Анализ взаимных корреляций предикторов позволяет сделать вывод о мультиколлинеарности и плохой обусловленности матрицы. Тесная связь между предикторами (по коэффициенту R) свидетельствует об адекватности их связи с функцией. Это означает, что одна из зависимых переменных является определяющей, при этом остальные – избыточными.
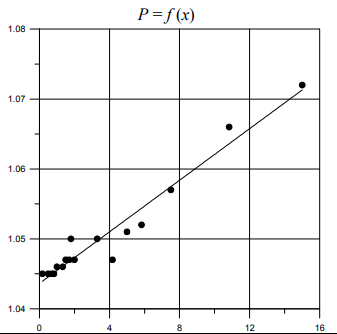
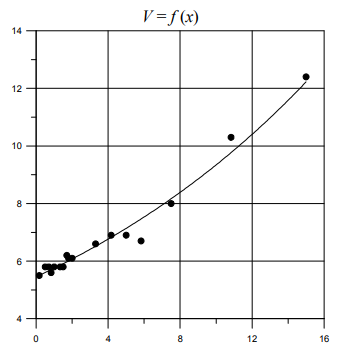
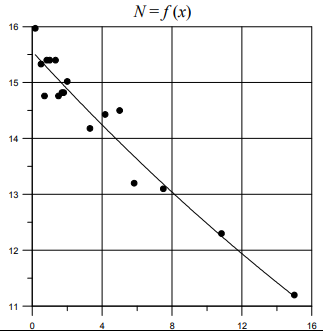
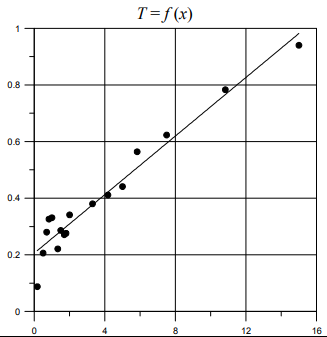
Для данного набора информации оптимальный метод составления прогноза – парный корреляционный анализ. При этом в качестве независимой переменной может служить практически любой из представленных параметров. Учитывая, что в процессе наблюдения в равной мере фиксировались все параметры, составлена серия уравнений регрессии, объединенных в единый график корреляционных зависимостей (рис. 2).
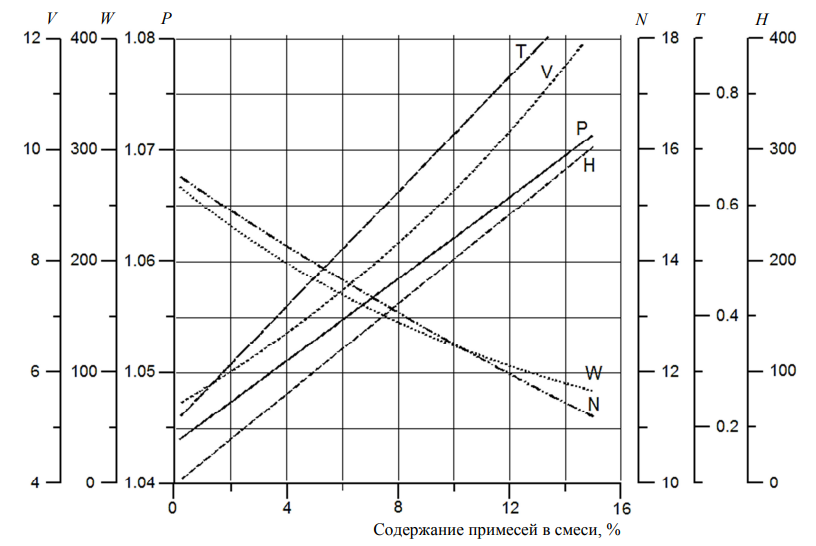
Рис. 2. График зависимости изменения параметров смеси от содержания в ней примесей
Fig. 2. Graph of the dependence of the change in the parameters of the mixture on the content of impurities in it
Прогнозирующие уравнения и критерии их надежности для каждой зависимости приведены в табл. 3.
Таблица 3
Table 3
Прогнозирующие уравнения и критерии их надежности для всех зависимостей
Predictive equations and their reliability criteria for all dependencies
|
Графики зависимостей |
Прогнозирующие уравнения и критерии |
|
|
ln(W) = –0,077 · X + 5,612 или W = exp(–0,077 · X) · 273,6 Среднее X = 3,71 Среднее ln(W) = 5,32 Остаточная сумма квадратов = 0,443 Сумма квадратов, обусловленных моделью = 1,594 Коэффициент детерминации R2 = 0,78 |
|
|
P = 0,0018 · X + 1,044 Среднее X = 3,71 Среднее P = 1,05 Остаточная сумма квадратов = 4,5E – 005 Сумма квадратов, обусловленных моделью = 0,0009 Коэффициент детерминации R2 = 0,95 |
|
|
ln(V) = 0,054 · X + 1,696 или V = exp(0,054 · X) · 5,455 Среднее X = 3,71 Среднее ln(V) = 1,89 Остаточная сумма квадратов = 0,021 Сумма квадратов, обусловленных моделью = 0,775 Коэффициент детерминации R2 = 0,97 |
Окончание табл. 3
Ending of Table 3
|
Графики зависимостей |
Прогнозирующие уравнения и критерии |
|
|
ln(N) = –0,022 · X + 2,744 или N = exp(–0,022 · X) · 15,55 Среднее X = 3,71 Среднее ln(N) = 2,66 Остаточная сумма квадратов = 0,007 Сумма квадратов, обусловленных моделью = 0,130 Коэффициент детерминации R2 = 0,95 |
|
|
T = 0,0517 · X + 0,2059 Среднее X = 3,71 Среднее T = 0,398 Остаточная сумма квадратов = 0,041 Сумма квадратов обусловленных моделью = 0,72 Коэффициент детерминации R2 = 0,94 |
На основе проведенного анализа выведены прогнозирующие уравнения изменения основных эксплуатационных показателей абсорбента от содержания в нем примесей:
W = exp(–0,077 · X) · 273,6; (1)
P = 0,0018 · X + 1,044; (2)
V = exp(0,054 · X) · 5,455; (3)
N = exp(–0,022 · X) · 15,55; (4)
T = 0,0517 · X + 0,2059; (5)
H = 20,20887851 · X – 3,646633321. (6)
Из уравнений (1)–(6) видно, что увеличение примесей в абсорбенте отрицательно влияет больше всего на абсорбционную способность амина, вязкость, поверхностное натяжение и вспениваемость. Менее подвержено изменению содержание термостабильных солей в абсорбенте.
На практике возможно использование графических зависимостей, приведенных на рис. 2, для определения критической концентрации продуктов деструкции амина, отрицательно влияющей на работу установок сероочистки.
Также при анализе первой группы данных со стандартной ошибкой прогноза по уравнению 1,78 и коэффициентом множественной корреляции |R| = 0,75 выведено прогнозирующее уравнение:
Gсут = 0,359 · Tкуб + 0,0001 · Q – 27,617. (7)
Основной вклад в прогнозирующее уравнение (7) (во время вспенивания абсорбента) обеспечивает аргумент T – температура куба абсорбента, вклад в прогноз аргумента Q – суточная выработка обессеренного газа, в интервале заданных значений весьма незначительна.
Если в уравнении (7) принять Tкуб = (92 + Dt), где 92 – регламентная температура куба; Dt – превышение регламентной температуры, то
Gсут = 0,359 · ( 92 + Dt) + 0,0001 · Q – 27,617
или
Gсут = 0,359 · Dt + 0,0001 · Q + 5,411. (8)
уравнение (8) показывает, что при регламентной температуре куба абсорбера расход пеногасящих реагентов зависит только от производительности установки по обессеренному газу и составляет около 20 мг/м3.
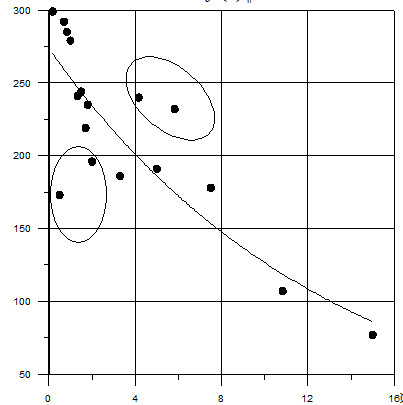
При анализе второй группы данных (количества абсорбента в системе, концентрации регенерированного абсорбента, расхода пеногасящих реагентов) после предварительной графоаналитической оценки параметров было определено, что взаимосвязь между ними с помощью многофакторного регрессионного анализа с применением стандартных функций программы S-PLUS установить не представляется возможным из-за большого разброса данных. Исходные данные не имеют значимых связей и не могут быть обработаны стандартными методами регрессионного анализа. Для определения общей тенденции взаимосвязи аргументов и функций была использована приблизительная модель, описываемая полиномом второй степени. Модель построена по результатам разбиения исходных данных по регулярной системе (qrid) и отображена
с помощью программы Surfer V 7.0 на рис. 3 [4].
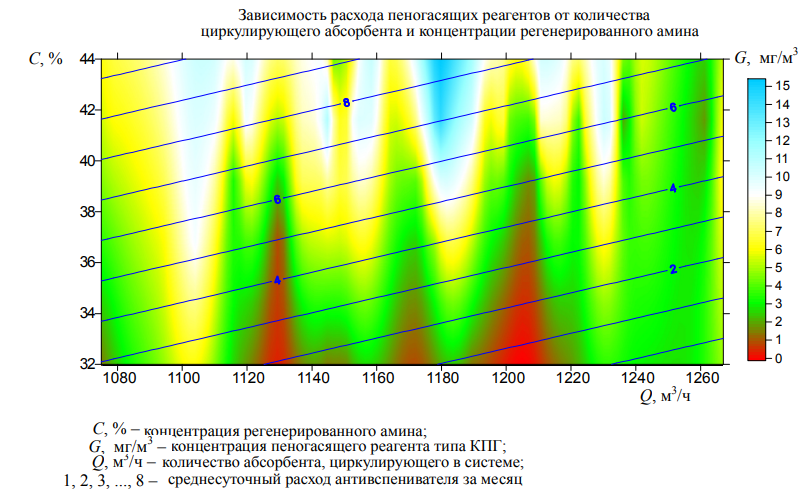
Рис. 3. Зависимость расхода пеногасящих реагентов от технологических параметров работы установок
Fig. 3. Dependence of the consumption of defoaming reagents on the technological parameters of the plants
С помощью полученных результатов и диаграммы обслуживающий персонал установки очистки газа от кислых компонентов может анализировать наличие в аминовой системе активной части пеногасителя и предусмотреть возможные ситуации вспенивания абсорбента.
Важным моментом во время эксплуатации установок очистки высокосернистого природного газа является контроль объема циркулирующего рабочего раствора. Именно объем раствора абсорбента определяет концентрацию, энергетические затраты на циркуляцию раствора по оборудованию, а также на вспенивание самого абсорбента.
Расчеты в системе автоматизированной обработки информации «Анализ расхода абсорбента на установках сероочистки»
Для контроля объема раствора абсорбента во всех технологических аппаратах установки авторами статьи были проведены расчеты, которые включали расчет рабочих объемов аппаратов и естественных потерь абсорбента. Все расчеты были положены в основу системы автоматизированной обработки информации «Анализ расхода абсорбента на установках сероочистки» [5] (рис. 4).
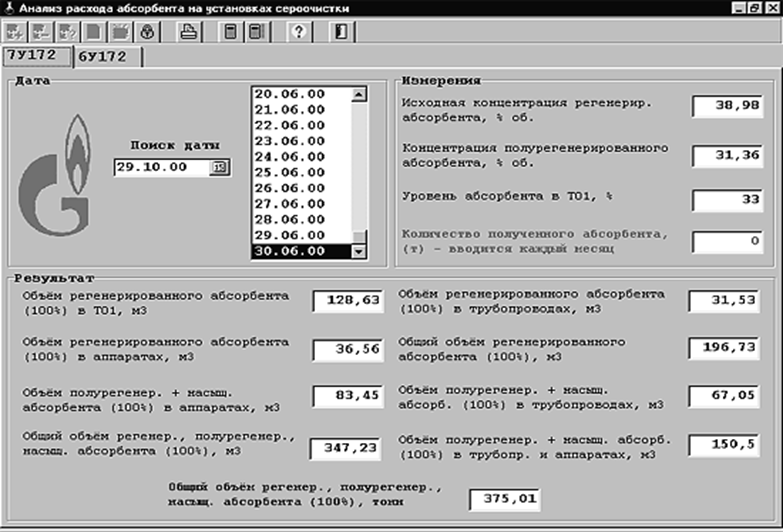
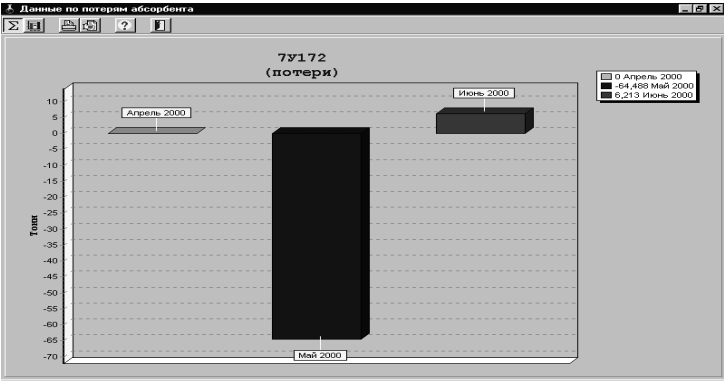
Рис. 4. Интерфейс программы «Анализ расхода абсорбента на установках сероочистки»
Fig. 4. The interface of the program “Analysis of absorbent consumption at desulfurization plants”
Программа создана в виде базы данных и расчетов, которые позволяют оперативно получить информацию о количестве циркулирующего рабочего раствора, а также провести анализ расхода и потерь в любой временной промежуток в пределах базы данный.
При разработке системы в качестве языка программирования был выбран язык С++ стандарта компании Inprise (Borland). В качестве среды разработки использовалась среда Borland C++ Builder 5. При создании системы использовался RTTI-механизм. Для оформления внешнего вида системы применялись 3D Studio Max 3 (для создания анимационных заставок) и Adobe Photoshop 4 (для оформления контекстной справки).
Заключение
Анализируя вышеприведенные результаты исследовательских и аналитических расчетов и разработок, можно утверждать, что использование современных компьютерных технологий позволяет эффективно вести технологический процесс очистки высокосернистого природного газа, что в свою очередь приводит к повышению качества товарного газа, уменьшению экономических затрат на покупку абсорбента и пеногасящих реагентов.
1. Kindi A. Dzh., Parrish U. Z., Makkartni D. Osnovy pererabotki prirodnogo gaza [Fundamentals of natural gas processing] / per. s angl. yaz. 2-go izd. pod red. O. P. Lykova, I. A. Golubevoj. Saint Petersburg, COP “ProffesiYA”, 2014. 6664 p.
2. OOO «Gazprom dobycha Astrakhan'». Tekhnicheskij spravochnik po Astrakhanskomu gazovomu kompleksu [Gazprom Dobycha Astrakhan LLC. Technical guide to the Astrakhan gas complex] / pod red. G. S. Ponomareva, M. M. Baranova. Astrakhan', Nova Publ., 2017. 189 p.
3. Keckler D. Surfer for Windows. User`s Guide. Golden Software, Inc., 1997. 264 p.
4. Mal'cev K. A. Osnovy raboty v programme Surfer 7.0: uchebno-metodicheskoe posobie [The basics of working in the Surfer 7.0 program: an educational and methodological guide]. Kazan', Izd-vo Kazanskogo gosudarstvennogo universiteta, 2008. 24 p.
5. Tarakanov G. V., Prokhorov E. M., Chudievich D. A., Pestovnikov O. D., Rozhkov V. N., Shevelev A. E. Analiz raskhoda absorbenta na ustanovkakh seroochistki [Analysis of absorbent consumption at desulfurization plants]. Svidetel'stvo o registracii programmy dlya EVM № 2001610970 Rossiiskaia Federatsiia, 07.08.2001.
